Descubra en detalle los principios de funcionamiento, aplicaciones y destacadas características técnicas del equipo liofilizador por vacío para dulces.
Especificaciones Técnicas: Serie de Liofilización de Alta Capacidad para Confitería
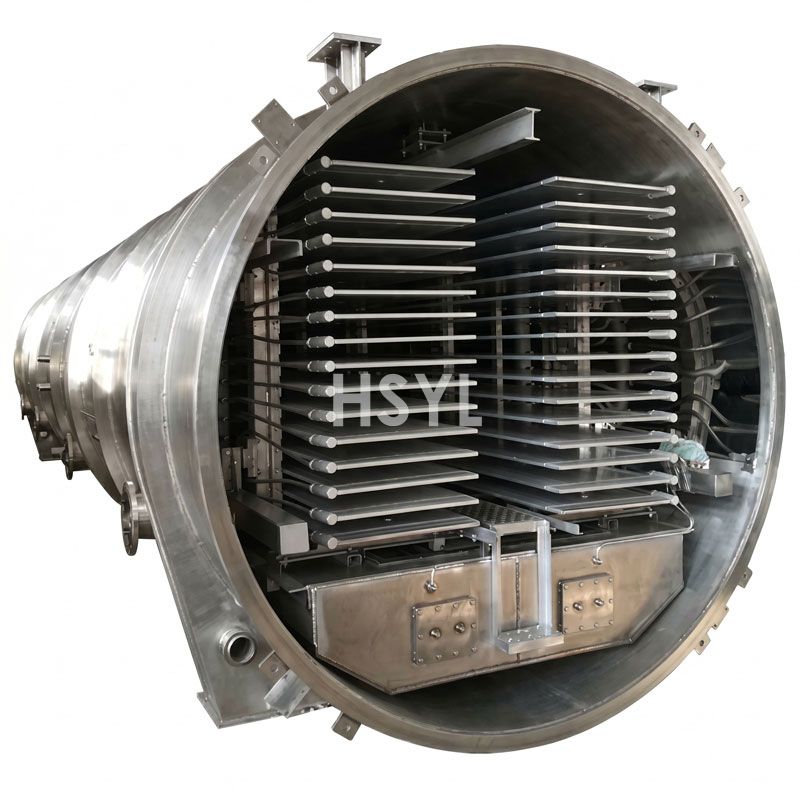
Cada unidad está calibrada para procesar confecciones con alto contenido de azúcar, garantizando un diferencial de presión de vapor uniforme en todas las bandejas para un secado homogéneo. A continuación, presentamos los parámetros industriales estándar de nuestra serie de capacidad media a grande.
| Parámetros del Modelo | Serie HS-FD100 (Tamaño Mediano) | Serie HS-FD200 |
|---|
| Capacidad por Lote | 100 kg por lote | 200 kg por lote |
| Superficie de Estantes | 10.5 m² | 21.0 m² |
| Temperatura de Trampa Fría | -60°C to -85°C | -60°C to -85°C |
| Vacío Máximo | < 5 Pa | < 5 Pa |
| Necesidad de Energía | 18,5 kW | 32,0 kW |
| Material de la cámara | ACERO INOXIDABLE SUS304 / SUS316L | ACERO INOXIDABLE SUS304 / SUS316L |
Control del Punto Eutéctico en Procesamientos con Alto Contenido de Azúcar
El desafío técnico principal en la liofilización de confites es la elevada concentración de sacarosa y glucosa, que reduce la temperatura eutéctica. Nuestrossecadores de congelación al vacíosistemas emplean una plataforma de calentamiento con control PID que realiza microajustes de temperatura según los datos de los sensores térmicos insertados en el núcleo del producto. Esto evita el problema del \"centro pegajoso\", frecuente en equipos de menor calidad, y garantiza que cada malvavisco, gominola o confitura a base de fruta conserve su forma tridimensional y sus colores vibrantes.
Asimismo, como los dulces liofilizados son altamente higroscópicos, su traslado a la etapa de procesamiento secundario debe ser inmediato. La integración de estos equipos con sistemas __TECH_PLACEHOLDER_0__ automatizadoslos sistemas de envasado de alimentosconstituye un paso clave para mantener la textura crujiente. Nuestro equipo de ingeniería realiza el diseño de planta completo para garantizar una transición eficiente y sin interrupciones desde la cámara de liofilización hasta la fase de sellado en un ambiente controlado de humedad.
Sistema Avanzado de Trampa Fría y Captación de Vapores
La eficacia del secado de dulces se basa en la capacidad del sistema de refrigeración para mantener la temperatura de la trampa de frío muy por debajo de la del producto. Nuestro Sistema de Compresión de Doble Etapa (con marcas como Bitzer o GEA-Bock) garantiza que, incluso durante la fase de sublimación más intensa—cuando la emisión de vapor es máxima—la trampa de frío conserve una superficie de congelación estable a -80°C. Esto impide que el vapor ingrese a la bomba de vacío, prolongando la vida útil de los sellos y evitando paradas en entornos de producción de alto volumen.
- Calentamiento Pulsado Inteligente: Emplea válvulas electromagnéticas para aplicar calor intermitente a las bandejas, evitando el choque térmico en dulces delicados.
- Eficiencia en el Descongelado: Incorpora un ciclo de descongelación con agua caliente de alta velocidad, acortando el tiempo de preparación entre lotes de producción de 24 horas.
- Hermeticidad Comprobada: Validada mediante espectrometría de masas de helio para lograr tasas de fuga ultra bajas, garantizando una integridad de vacío constante durante años.
Cumplimiento Normativo Internacional e Implementación Integral
Los equipos HSYL se fabrican bajo sistemas de gestión de calidad ISO 9001:2015. Para nuestros clientes en Norteamérica y Europa, ofrecemos la certificación CE completa y soporte para el cumplimiento de los estándares de lavado USDA. Nuestro equipo de ingeniería no solo suministra el equipamiento; brindamos una instalación integral y una puesta en marcha en sitio de 12 meses para garantizar que sus operadores se capaciten en la optimización de curvas de secado para distintas formulaciones de confitería. Los kits de repuestos y el soporte técnico de diagnóstico remoto 24/7 están incluidos de serie en cada instalación industrial.
Llamada a la acción
Professional confectionery freeze-drying requires precision engineering to turn a commodity into a premium shelf-stable snack. Contact HSYL today for a custom Equipment Layout Design and a detailed ROI Projection based on your specific production volumes. Our technical directors are standing by to provide a competitive quote and test operation videos for your evaluation.