The Dehydration Dilemma: Beyond "Removing Water"
In the world of industrial food processing, the decision to invest in a vacuum oven versus a freeze dryer (lyophilizer) is often reduced to a simple cost-benefit analysis. However, as any project engineer who has had to explain a "melt-back" failure or a collapsed batch of strawberry slices knows, the reality is far more nuanced. We aren't just removing moisture; we are managing the phase-state of water within a complex biological matrix. Choosing the wrong technology doesn't just increase your utility bill—it can fundamentally break your product’s market position.

At HSYL, we often see plant managers looking for "the best dryer." The truth is, "best" depends entirely on your raw material’s thermal sensitivity and your final SKU's intended shelf stability. A vacuum oven provides a controlled, reduced-pressure thermal environment that is excellent for heat-stable products. Conversely, a vacuum freeze dryer is a high-precision instrument that manages the triple point of water to ensure structural integrity and bio-activity. This guide deconstructs the engineering trade-offs between these two heavyweights of the drying and dehydrating machines category.
The Core Engineering Principles: Evaporation vs. Sublimation
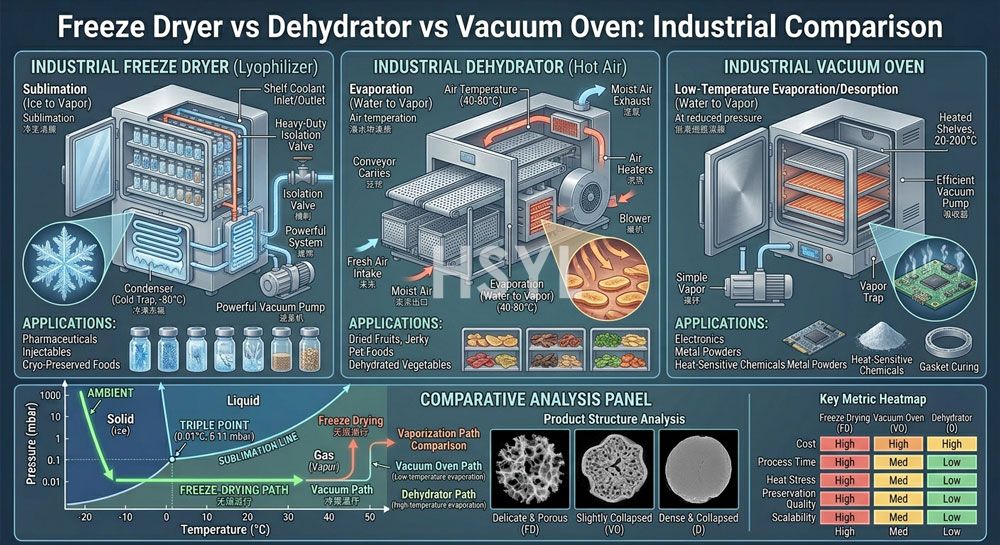
To understand the selection logic, we have to look at how moisture leaves the product. In an industrial vacuum oven, the moisture is removed through evaporation. By dropping the chamber pressure, we lower the boiling point of water. This allows us to remove moisture at 40°C or 60°C instead of 100°C. While this protects the product from extreme scorch, it still requires the water to pass through the liquid phase. As water moves through the capillaries of the food, it creates surface tension, which frequently causes the cellular structure to collapse or "shrink."
Lyophilization is a different beast entirely. We bypass the liquid phase. By pre-freezing the product and then applying a deep vacuum, we transition water from ice directly to vapor—a process known as sublimation. Because the water never becomes a liquid, there is no surface tension to pull the cell walls together. The result is a product that retains its exact original shape and volume, but with a porous "honeycomb" internal structure that allows for near-instant rehydration.
Thermal Impact and Nutritional Bio-activity
From an operations standpoint, the biggest variable is the Thermal Line. Many vitamins, enzymes, and aromatic compounds are volatile or heat-labile. In a vacuum oven, even at 45°C, prolonged exposure—often 12 to 24 hours—can lead to oxidation and significant color degradation. If you are processing premium extracts, medicinal herbs, or high-value fruits like durian, this loss of bio-activity is a direct hit to your ROI.
The freeze dryer operates in a range where metabolic and chemical reactions are essentially "stopped." During the primary drying phase, the product temperature remains well below freezing (often -20°C to -30°C). Only during the secondary drying phase do we gradually raise the shelf temperature to desorb the final bound moisture. This precision ensures that the "freshness" of the raw material is essentially locked in time. For project engineers, the Yield of Bio-activity is often the deciding factor that pushes a project toward a lyophilization plant layout.
Operational Cost Analysis: CAPEX vs. OpEx
If quality were the only metric, everyone would freeze dry. But we have to talk about the bottom line. The Capital Expenditure (CAPEX) for a freeze dryer is significantly higher than a vacuum oven of equivalent batch capacity. This is due to the requirements of the high-power refrigeration system, the cold trap (condenser), and the precision-machined heating shelves. A vacuum oven, by comparison, is a relatively simple pressure vessel with a heating mantle and a vacuum pump.
Then there is the Operating Expenditure (OpEx). Maintaining a -80°C cold trap while running vacuum pumps for 24 to 48 hours is energy-intensive. Lyophilization is one of the most energy-dense processes in food engineering. In a typical industrial setup, you might be looking at 1.5 to 2.5 kWh per kg of ice removed. A vacuum oven can operate at a fraction of that cost. If your product is a low-margin, heat-stable snack—say, a traditional jerky or a dense fruit leather—the freeze dryer is an over-engineered solution that will kill your margins.
Decision Matrix: Vacuum Oven vs. Freeze Dryer
| Feature | Industrial Vacuum Oven | Vacuum Freeze Dryer |
|---|---|---|
| Moisture Removal | Thermal Evaporation (Liquid to Gas) | Sublimation (Ice to Gas) |
| Product Temperature | 40°C - 90°C (Typical) | -30°C to +35°C (Typical) |
| Cellular Structure | Prone to collapse/shrinkage | Maintains original volume |
| Rehydration Rate | Slow to Moderate | Near-Instant (Porous) |
| Nutrient Retention | Moderate (Heat impacts volatiles) | Maximum (Excellent bio-preservation) |
| Cycle Time | 8 - 24 Hours | 24 - 48 Hours |
| Energy Demand | Low to Moderate | High (Due to refrigeration) |
Throughput and Lifecycle Maintenance
When I’m on a factory floor, I look at maintenance reality. Vacuum ovens are reliable workhorses. The main wear parts are the pump seals and the door gaskets. Because the vacuum levels aren't "deep," the system is somewhat forgiving of minor leaks. However, a freeze dryer requires a meticulous maintenance schedule. Any vacuum leak in a 1000kg lyophilizer can lead to the dreaded "melt-back," where the whole batch ruins because the pressure rose high enough for the ice to melt.
Project engineers also need to account for Changeover Times. Vacuum ovens can be emptied and reloaded relatively quickly. Freeze dryers require a "Defrost Cycle" to clear the ice from the cold trap between batches. If your factory management hasn't accounted for the 2-4 hours needed to melt 100kg of ice off those condenser coils, your throughput calculations will be wrong from day one. At HSYL, we design our systems with high-speed steam-defrost interfaces to minimize this downtime, but it remains a critical factor in line balancing.
The "Old Engineer’s" Checklist for Selection
Before you sign a PO for either technology, ask yourself these three "uncomfortable" questions that usually aren't in the sales brochure:
- What is the Glass Transition Temperature (Tg) of my product? If your product has a high sugar content and a low Tg, it will turn into a sticky mess in a vacuum oven, and might even require special "pulse-vacuum" logic in a freeze dryer to prevent collapse.
- Does my packaging support the shelf life? Freeze-dried products are incredibly hygroscopic. If your packaging line isn't integrated with moisture-controlled staging, the product will re-absorb moisture from the air before it even hits the bag, rendering the expensive lyophilization process moot.
- Who is maintaining the vacuum pumps? Deep vacuum pumps required for freeze drying are sensitive to oil contamination from food volatiles. If you don't have a plan for cold-trap monitoring and regular oil filtration, your maintenance costs will skyrocket.
Where HSYL Fits Into Your Facility Plan
As an engineering-first partner, HSYL doesn't just sell "ovens" or "dryers." We solve for Integrated Throughput. If your market research suggests that the consumer wants "Clean Label" and "Fresh-Like Texture," we will point you toward our commercial lyophilization solutions. If you are entering the high-volume snacks market where cost-per-gram is the primary driver, we will help you optimize a vacuum thermal drying line that preserves just enough quality to stay competitive.
We've implemented turnkey lines in diverse markets, from Southeast Asian durian plants to high-tech pet food facilities in North America. We understand that the "right" choice is the one that allows you to scale without needing a 24/7 engineering team on standby for pump failures. It's about building a line that works as well in year five as it did during the factory acceptance test.
Related Topics:
High-Efficiency Vacuum Freeze Dryer Specifications
Industrial Drying and Dehydrating Machines Category
VF vs. FD: A Plant Manager's Selection Guide
Consult with an HSYL Engineer on Your Dehydration Strategy
Choosing between a vacuum oven and a freeze dryer is a high-stakes decision that dictates your plant's future overhead and product quality. Don't rely on generic brochures to make the call. At HSYL, our engineers are ready to walk through your specific raw material characteristics, throughput requirements, and ROI targets to ensure the equipment you buy is the equipment you actually need. Contact us today to discuss a custom facility layout or a pilot-scale testing phase for your next production line.
Frequently Asked Questions
How does energy consumption compare between the two?
Can a vacuum oven produce the same "crunchy" texture as a freeze dryer?
Which machine is easier to clean for HACCP compliance?
Is there a middle ground between these two technologies?
What are the typical maintenance requirements for an industrial-scale freeze dryer?
Can I use a freeze dryer for liquid products like milk or coffee?
Do HSYL machines come with pre-set drying recipes?
How does altitude affect the vacuum drying process?
Related Articles



Get professional consultation
Do you have any questions or need technical support regarding the content of this article? Fill out the form below, and our expert team will provide you with professional solutions.