Zonificación Higiénica: El Principio de Límite Físico
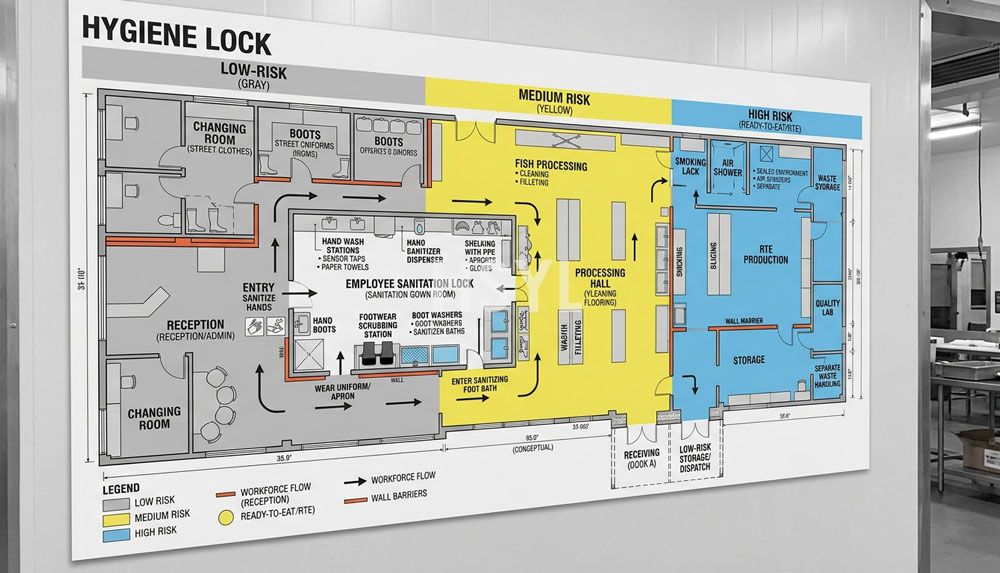
En el procesamiento industrial de mariscos, el layout de la planta es la barrera principal contra la contaminación biológica. Los ingenieros de planta deben implementar un modelo de zonificación estricto, dividiendo la instalación en zonas de baja higiene (preparación en húmedo), higiene media (pre-cocción y llenado) y alta higiene (post-sellado y esterilización en autoclave). Esta separación física evita que las materias primas, que presentan una carga microbiana inicial alta, entren en contacto con las latas ya procesadas y esterilizadas.
En el área de recepción de producto crudo, los pescados se descargan, clasifican y almacenan en tanques con agua refrigerada. El diseño del espacio debe prever un alto consumo de agua y manejar grandes volúmenes de residuos orgánicos. El piso debe contar con una pendiente mínima de 1:50 orientada hacia drenajes de ranura en acero inoxidable para impedir la formación de charcos. El agua estancada constituye el principal foco de proliferación de patógenos como la Listeria monocytogenes, capaz de colonizar rápidamente superficies de concreto húmedas.
Durante el traslado del producto desde la clasificación hasta el eviscerado, los residuos deben retirarse de inmediato. El diseño del área de eviscerado incorpora sistemas de extracción por vacío subterráneos o transportadores de tornillo sellados. Esta solución elimina el uso de canales abiertos para residuos, que generan aerosoles bacterianos en el ambiente. Los sistemas de climatización deben garantizar presión negativa en la zona de preparación de crudo, asegurando un flujo de aire que vaya desde las salas de llenado limpias hacia la plataforma de manipulación en crudo.
Para cumplir con los estándares de inocuidad alimentaria, el personal debe acceder a las distintas áreas mediante esclusas de higiene específicas. Estas estaciones deben incluir equipos para lavado de suelas, torniquetes con estación de sanitización de manos y cambios de calzado dedicados. Al incorporar estas esclusas directamente en los muros del layout, se minimiza el riesgo de que los operadores trasladen contaminantes del área cruda a las zonas de procesamiento aséptico. La normativa de referencia para la implementación de estos sistemas se establece en laRegulación FDA Seafood HACCP.
Procesamiento Térmico y el Cuello de Botella en la Etapa de Pre-Cocción
La pre-cocción es la etapa determinante para la textura, el contenido de humedad y el rendimiento final del pescado enlatado. Independientemente de si se procesan sardinas, caballa o atún, el producto debe ser sometido a calor para liberar humedad y coagular proteínas antes del sellado. Sin embargo, este proceso ha sido históricamente por lotes o semi-continuo, lo que genera irregularidades en el flujo dentro de una línea de envasado que, en esencia, es continua.
En la planificación del layout, el túnel de pre-cocción demanda un área física considerable y conexiones de servicios de alto caudal. Es necesario integrar en el diseño del techo las líneas de vapor a alta presión, los sistemas de retorno de condensado y las campanas de extracción industriales. Una deficiente extracción de vapor provoca goteos de condensado desde el techo hacia las líneas de producto expuestas, lo cual constituye una grave falta de cumplimiento normativo.
Controlamos la transición de producción por lotes a continua mediante la instalación de sistemas automatizados de enfriamiento y zonas de amortiguación justo después del precocedor. Al salir del túnel de vapor, el pescado caliente debe enfriarse con rapidez para detener la cocción y consolidar la carne, facilitando su corte y envasado. El diseño de planta debe reservar el espacio suficiente para transportadores de refrigeración o cámaras de enfriamiento por vacío. Un enfriamiento insuficiente provoca roturas en la carne durante el empaquetado, lo que incrementa el contenido de escamas y reduce el rendimiento del envasado de calidad superior.
En líneas de alto volumen, recomendamos emplear unlínea de producción automatizada para el enlatado de pescado. Esta configuración integra la descarga del precocedor directamente con las dosificadoras rotativas automatizadas. La automatización minimiza la necesidad de mano de obra, garantiza una mayor precisión en el peso de envasado y optimiza el rendimiento global de la línea.
Automatización versus Trabajo Manual en el Diseño de Procesos
Al diseñar las zonas de preprocesamiento y dosificado, los ingenieros deben evaluar una decisión crucial: optar por maquinaria automatizada o por el recorte y envasado manual. En mercados con costes laborales bajos, las mesas de envasado manual suelen ser la opción preferida por su menor inversión inicial. No obstante, el envasado manual demanda una superficie considerablemente mayor. Una mesa para 30 operarios requiere aproximadamente 15 metros lineales de espacio en planta, sin contar el área necesaria para la circulación del personal, los contenedores de producto y los carros para residuos.
Esta mayor superficie destinada al proceso manual incrementa el tamaño de la sala blanca, lo que repercute directamente en los costes de instalación y operación de los sistemas de climatización (HVAC). Asimismo, las mesas de envasado manual conllevan riesgos higiénicos notables; cada contacto humano aumenta la posibilidad de contaminación microbiológica. En cambio, las dosificadoras automáticas de cavidades envasan trozos de pescado en latas con un contacto mínimo, utilizando un sistema de indexación mecánica de alta velocidad que alcanza un rendimiento de hasta 250 latas por minuto en un espacio de apenas 4 metros cuadrados.
Los sistemas de dosificado automáticos también reducen de forma drástica el exceso de producto. Un envasador manual puede llegar a sobredosificar la lata entre 2 y 5 gramos para asegurar el cumplimiento de las normas de peso neto. Esto puede parecer insignificante, pero en una línea que produce 100.000 latas al día, un sobrepeso medio de 3 gramos supone una pérdida de 300 kilogramos de materia prima diaria. A los precios vigentes en el mercado del marisco, esta merma en el rendimiento puede anular rápidamente el ahorro inicial en costes de capital que supone la mano de obra manual, en tan solo una temporada de operación.
Balanceo de Línea: Cálculo de la Capacidad de Amortiguación
Un error frecuente en el diseño de plantas de enlatado de pescado es la falta de capacidad de amortiguación entre la estación de llenado y la selladora doble. La selladora doble es la máquina más delicada de la línea y opera a altas velocidades. Si una selladora se detiene por una lata atascada o un fallo en la alimentación de tapas, toda la línea de llenado y preproceso aguas arriba se paralizará si no se dispone de capacidad de acumulación.
Calculamos los requisitos del transportador de acumulación mediante una fórmula sencilla basada en el caudal y el tiempo de recuperación. Si la línea opera a 120 latas por minuto y el tiempo medio de respuesta del operador para resolver una parada menor en la selladora es de 3 minutos, el sistema de amortiguación debe albergar al menos 360 latas. Esto se consigue mediante mesas de acumulación bidireccionales multivía o transportadores de espiral vertical.
Las transiciones del transportador entre la llenadora y la selladora deben ser suaves y lineales. Cualquier cambio brusco de velocidad o dirección provocará derrames de líquido, especialmente al enlatar pescado en aceite o salmuera. El aceite derramado sobre el pestaño de la lata impide una costura doble limpia, lo que provoca fallos de hermeticidad durante la esterilización en autoclave. Por tanto, todos los transportadores de esta sección deben accionarse mediante variadores de frecuencia (VFD) configurados para acelerar y desacelerar de forma progresiva.
Diseño de Limpieza en Sitio (CIP) y Distribución de Servicios
Una disposición de alto rendimiento debe permitir el tendido de tuberías de Limpieza en Sitio (CIP), líneas de distribución de productos químicos, conducciones de agua y sistemas de aire comprimido. La estación CIP debe ubicarse de forma centralizada para minimizar la longitud de las conducciones. Los recorridos largos de tubería CIP provocan pérdidas de calor, caídas de presión y mayor consumo de productos químicos durante las fases de enjuague. Los tanques de químicos por lotes deben situarse dentro de un dique de contención con ventilación adecuada para manejar de forma segura los vapores de ácidos y cáusticos.
Durante el proceso de limpieza, la línea se divide en circuitos higiénicos. Los transportadores de preparación de materia prima, los componentes internos del precocedor, los tanques de preparación de salsas y las llenadoras volumétricas se limpian de forma secuencial. En la disposición, se especifican colectores de tubería dedicados en cada máquina para permitir la conexión rápida al circuito central de CIP. Este diseño modular de saneamiento reduce los tiempos de cambio de formato y garantiza protocolos de limpieza coherentes y validados que cumplen con las normas internacionales de inocuidad alimentaria.
Las bajadas de servicios desde el techo deben emplear colectores de acero inoxidable en lugar de mangueras flexibles. Las mangueras flexibles tendidas por el suelo generan riesgos de tropiezo para los operadores y acumulan agua, creando focos de proliferación bacteriana. Al distribuir la electricidad, el vapor, el agua y el aire comprimido de forma vertical desde los portaservicios elevados hasta las máquinas, los ingenieros mantienen el suelo despejado, lo que facilita los lavados rápidos y la inspección visual durante los turnos.
Sala de Autoclaves: Flujo de Circulación y Seguridad
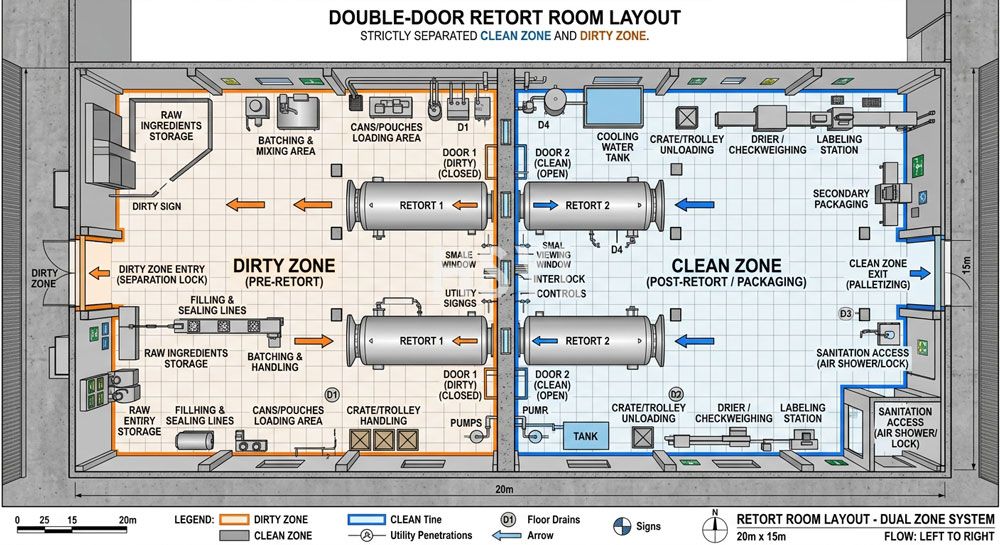
La sala de autoclaves es la zona de esterilización térmica donde el pescado enlatado alcanza la esterilidad comercial. Como esta área maneja tanto latas sin esterilizar (llenadas en crudo) como las ya esterilizadas (producto final), su diseño debe impedir cualquier posible mezcla de productos. El ingreso de una sola lata no procesada al almacén de empaque puede provocar brotes de botulismo y retiradas de producto catastróficas.
Para garantizar la seguridad, el diseño del área de autoclaves debe seguir un flujo lineal con una barrera física que separe las zonas de carga y descarga. Los autoclaves de doble puerta (de paso) son ideales para esta aplicación. Las canastas con producto sin procesar ingresan por el lado de carga, se ejecuta el ciclo de esterilización y las canastas egresan por el lado opuesto hacia el área limpia de enfriamiento y empaque.
Si se deben utilizar autoclaves de puerta única por limitaciones de espacio, implementamos un sistema estricto de cinta indicadora química de cambio de color en cada canasta. Asimismo, el diseño debe incluir puertas físicas que solo se abren al completarse un ciclo de autoclave, dirigiendo las canastas procesadas a la estación de descarga. En nuestros diseños a medida, como lalínea integral de enlatado de pescado, empleamos sistemas de carga y descarga automáticos para canastas de autoclave. Este manejo mecánico reduce costos de mano de obra y minimiza el abollado de las latas, un daño común durante la carga manual. Las latas abolladas frecuentemente presentan fallas en las costuras durante el ciclo de esterilización a alta presión.
Ingeniería Estructural: Drenajes, Pendientes y Cimentaciones
Las plantas de procesamiento de mariscos figuran entre los entornos más corrosivos de la industria alimentaria. Las proteínas del pescado, la sal, los aceites y los detergentes agresivos como el hidróxido de sodio degradan rápidamente los materiales de construcción convencionales. El diseño estructural de pisos y cimentaciones debe desarrollarse de forma conjunta con la distribución del equipamiento.
Toda la maquinaria de proceso debe instalarse sobre basamentos de hormigón con bordes redondeados para evitar la acumulación de suciedad. La selladora doble, que pesa varias toneladas y funciona con componentes mecánicos alternativos, necesita una base específica y aislada contra vibraciones. Si se fija directamente a la losa del piso general, las vibraciones estructurales se transmitirán a las máquinas de llenado, provocando inconsistencias en los pesos de llenado y variaciones en las costuras.
La drenaje del suelo es otro factor crucial. Sugerimos drenajes de ranura de acero inoxidable en lugar de drenajes de caja. Los drenajes de ranura facilitan la limpieza y evitan la acumulación de agua estancada. La tubería de drenaje subterránea debe fabricarse con materiales químicamente resistentes, como polietileno de alta densidad (HDPE) o acero inoxidable grado ácido, para resistir los productos químicos de limpieza calientes y corrosivos liberados durante los ciclos de Limpieza en Sitio (CIP).
Comparación de Estrategias de Distribución
Seleccionar la distribución adecuada depende de las dimensiones de su planta y los puntos de conexión de servicios. La tabla a continuación compara los tres diseños de planta más habituales para líneas de enlatado de pescado.
| Modelo de Distribución | Dimensiones Requeridas | Acceso para Limpieza | Regulación del Flujo | Capacidad de Expansión |
|---|---|---|---|---|
| Lineal (Recto) | Espacio largo y estrecho | Excelente (abierto en ambos lados) | Directo (ideal para configuraciones de transportador recto) | Deficiente (requiere una ampliación de la estructura) |
| En forma de U | Sala cuadrada o amplia | Moderado (zona central congestionada) | Bueno (bahías de carga de productos crudos/paquetes compartidas) | Excelente (extensión posible del bucle inferior) |
| Configuración en L | Espacio de esquina o edificio con ángulos | Bueno | Moderado (requiere giros de 90 grados) | Moderado |
Para plantas nuevas de partida, generalmente recomendamos la disposición lineal, ya que ofrece la separación más eficaz de las zonas sanitarias. No obstante, en instalaciones existentes con espacio longitudinal reducido, una configuración en U permite compartir los muelles de recepción de materiales y despacho de producto terminado, optimizando el uso del espacio y reduciendo los costos de obra.
Lista de verificación inmediata para la optimización, dirigida a ingenieros de planta
Si su línea actual presenta problemas de eficiencia o higiene, realice las siguientes revisiones en su distribución de planta:
- Compruebe la pendiente del suelo:Asegúrese de que el suelo tenga una pendiente mínima de 1:50 hacia los drenajes. El agua estancada en el área de preparación es un foco principal de contaminación por Listeria.
- Evalúe la capacidad del transportador de almacenamiento intermedio:Verifique que su sistema de acumulación pueda retener un mínimo equivalente a 5 minutos de producción máxima. De lo contrario, incorpore bucles de cinta modular.
- Revise el aislamiento de la selladora doble:Confirme que la selladora está fijada con pernos a un bloque de hormigón reforzado, separado de la losa del suelo principal mediante almohadillas de amortiguación elastomérica.
- Compruebe la dirección del flujo de aire:Garantice que el flujo de aire vaya desde la sala de envasado (zona de alta higiene) hacia la sala de preparación de materias primas (zona de baja higiene), sin que se invierta el sentido.
Aplicación Práctica de un Diseño
Creamos una disposición personalizada para unaplanta integrada de enlatado de mariscos. En ese proyecto, el espacio de la fálocal era limitado en longitud, pero contaba con techos altos. Solucionamos este aspecto instalando un entrepiso elevado para los despaletizadores de latas vacías y los conductos de carga por gravedad. Esta optimización del área de trabajo nos permitió ahorrar 120 metros cuadrados de superficie en planta, manteniendo además las latas vacías fuera de la zona de procesamiento húmedo.
Temas relacionados
- Opciones para Líneas de Enlatado de Pescado a Escala Reducida
- Adquisición de una Planta de Enlatado de Peces Llave en Mano: Guía B2B para la Compra
- Cálculo del Costo de una Línea de Enlatado de Pescado: Guía Técnica B2B
Optimice el Diseño de su Planta de Procesamiento de Mariscos
Diseñar una planta que equilibre el sellado de alta velocidad con procesos térmicos complejos requiere una sólida experiencia en ingeniería. Nuestros asesores técnicos están listos para revisar sus planos, calcular los amortiguadores de equilibrio de línea y configurar el equipamiento para alcanzar su objetivo de producción. Contacte a HSYL hoy mismo para planificar el diseño de su próxima línea.
Preguntas frecuentes
¿Qué espacio en planta se requiere típicamente para una línea de enlatado de pescado con una capacidad de 20.000 latas diarias?
¿De qué manera se evita la contaminación cruzada entre la zona de materia prima y las áreas posteriores a la esterilización?
¿Se recomienda una selladora atmosférica o al vacío para el enlatado de atún?
¿Cuál es el plazo de entrega estándar para las líneas integrales de enlatado de mariscos de HSYL?
¿Es posible adaptar una línea de enlatado de sardinas para el procesamiento de caballa?
¿Cómo se gestiona la limpieza en un entorno de procesamiento de pescado en húmedo?
¿Qué pendiente se recomienda para el suelo de la planta con el fin de garantizar un drenaje adecuado?
Artículos Relacionados




Obtenga asesoramiento profesional
¿Tiene alguna consulta o necesita soporte técnico relacionado con el contenido de este artículo? Rellene el formulario que aparece a continuación y nuestro equipo de expertos le ofrecerá soluciones profesionales.