
Return on Investment von Ultraschallschneidern für Backstraßen: Ein technischer Leitfaden
Ermitteln Sie den tatsächlichen Return on Investment von Ultraschneidetechnik in industriellen Backstraßen...
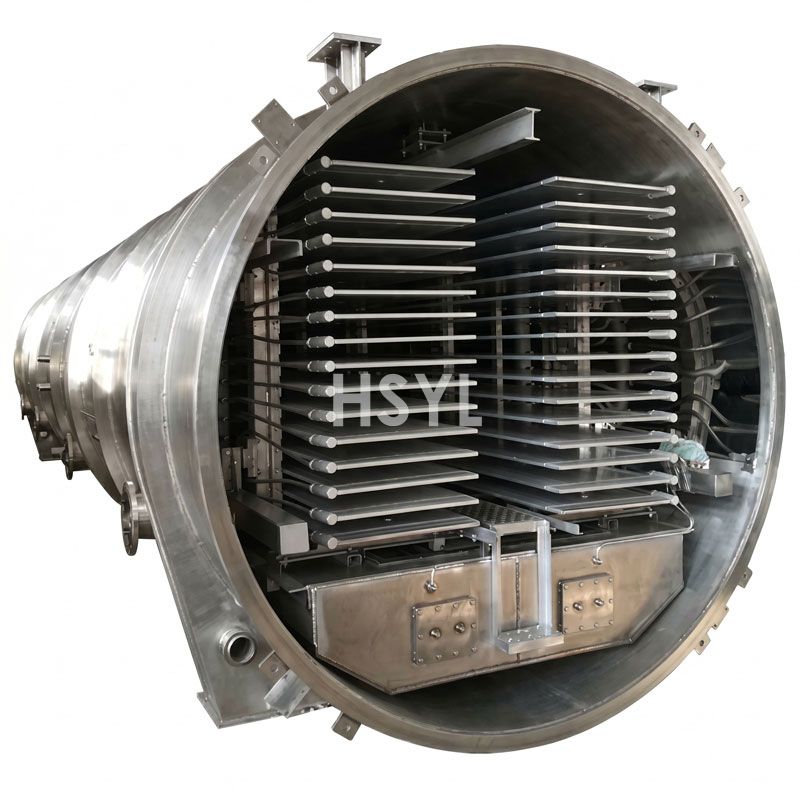



Leistungsstarker industrieller Vakuumgefriertrockner für Süßwaren und & Konfekt. Kapazität 50-200 kg/Charge, -85°C Kühlfalle, SPS-Steuerung. Fordern Sie ein Komplettangebot an.
Jede Anlage ist für die Verarbeitung hochzuckerhaltiger Süßwaren kalibriert, wobei der notwendige Dampfdruckunterschied über alle Etagen gleichmäßig gewährleistet wird. Folgend finden Sie die Standard-Industrieparameter unserer mittelgroßen bis großen Kapazitätsserie.
| Modellparameter | HS-FD100 Serie (Mittelmaßstab) | HS-FD200 Serie (Industrielle Ausführung) |
|---|---|---|
| Chargengröße | 100 kg pro charge | 200 kg pro charge |
| Regalfläche | 10,5 m² | 21,0 m² |
| Temperatur der Kühlfalle | -60°C to -85°C | -60°C to -85°C |
| Endvakuum | < 5 Pa | < 5 Pa |
| Stromversorgung | 18,5 kW | 32,0 kW |
| Kammermaterial | SUS304 / SUS316L | SUS304 / SUS316L |
Die größte technische Herausforderung bei der Gefriertrocknung von Süßwaren ist die hohe Konzentration an Saccharose und Glukose, die den eutektischen Punkt herabsetzt. Unserevakuum-gefriertrockner-Unsere Anlagen nutzen ein PID-gesteuertes Heizregalsystem, das Temperaturen auf Basis von Thermosensor-Rückmeldungen aus dem Produktkern feinreguliert. So wird das bei einfacheren Trocknern häufig auftretende Problem des \"klebrigen Kerns\" vermieden – jedes Marshmallow, jedes Gummibärchen und jede Fruchtware behält ihre dreidimensionale Form und leuchtende Farbe.
Da gefriergetrocknete Süßwaren zudem äußerst hygroskopisch sind, müssen sie umgehend in die Weiterverarbeitung überführt werden. Die Integration dieser Anlagen mit automatisiertenverpackungssysteme für lebensmittelist ein entscheidender Schritt, um die knusprige Textur zu bewahren. Unsere Ingenieure erstellen ein vollständiges Anlagenlayout, das einen feuchtigkeitsgesteuerten Übergang von der Kammer zur Versiegelungsphase gewährleistet – nahtlos und effizient.
Die effektive Bonbontrocknung erfordert, dass die Kältefalle deutlich kälter bleibt als das Produkt selbst. Unser Zweistufen-Kompressorsystem (Bitzer oder GEA-Bock) sorgt dafür, dass selbst bei maximaler Sublimationsleistung – wenn die Dampffreisetzung ihren Höhepunkt erreicht – eine stabile -80°C-Eisfläche an der Kältefalle gewährleistet ist. Dadurch wird verhindert, dass Dampf in die Vakuumpumpe gelangt. Die Lebensdauer der Vakuumdichtungen wird verlängert und Stillstandzeiten in einer Hochdurchsatz-Produktionsumgebung zuverlässig vermieden.
HSYL-Anlagen werden gemäß den Qualitätsmanagementsystemen nach ISO 9001:2015 gefertigt. Für unsere Kunden in Nordamerika und Europa bieten wir eine vollständige CE-Zertifizierung sowie Unterstützung bei der Einhaltung der USDA-Reinigungsstandards. Unser Engineering-Team beschränkt sich nicht auf die Lieferung der Hardware – wir übernehmen die komplette Installation und eine 12-monatige Vor-Ort-Inbetriebnahme, damit Ihre Bediener optimal auf die spezifischen Trocknungskurven verschiedener Bonbonrezepturen eingestellt werden. Ersatzteilkits und 24/7 technischer Fern-Diagnosesupport gehören bei jeder industriellen Anlage zum Standardumfang.
Professional confectionery freeze-drying requires precision engineering to turn a commodity into a premium shelf-stable snack. Contact HSYL today for a custom Equipment Layout Design and a detailed ROI Projection based on your specific production volumes. Our technical directors are standing by to provide a competitive quote and test operation videos for your evaluation.












Ermitteln Sie den tatsächlichen Return on Investment von Ultraschneidetechnik in industriellen Backstraßen...

Technische Tiefenanalyse der Ultraschall-Schneiddefekte: Schmierbildung, Rissbildung und Schicht...

Die Ultraschalltechnologie basiert auf der Vibration einer Titan-Sonotrode im Bereich von 20kHz bis...

Technischer Leitfaden: Reinigungsverfahren für Ultraschallmesser. Analyse der Hygiene- und Reinigungsprotokolle...