
Fish Canning Line Cost: What Really Affects the Final Budget?
When investors and plant managers request a fish canning line quotation, the num...

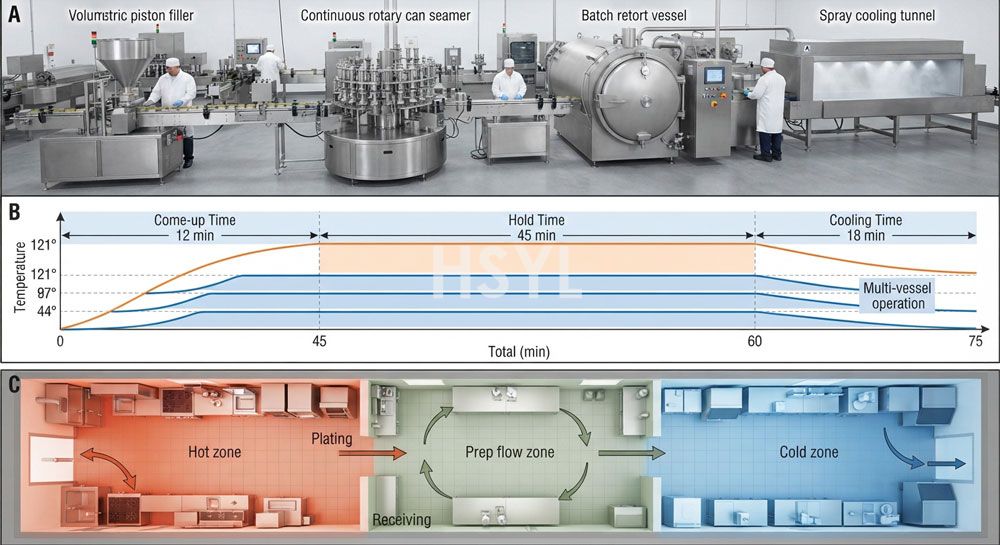
Heavy-duty turnkey pet canned food production line for wet dog and cat food. Features vacuum double seaming, high-viscosity piston dosing, and FDA-compliant retort.
Manufacturing wet pet food—whether homogenous meat pates, chunks in gravy, or shredded proteins—introduces severe rheological challenges. Dense, high-viscosity meat emulsions inherently trap air during the pumping and filling phases. If atmospheric oxygen remains inside the sealed can, it disrupts the thermal heat penetration curve during retort sterilization, risking bacterial survival and accelerating lipid oxidation. The PCF-200 Turnkey Line dictates the entire mechanical transformation from raw meat grinding to commercially sterile, shelf-stable cans. By synchronizing high-torque volumetric piston dosing with mechanical vacuum double seaming, this continuous track eliminates trapped air pockets, securing mandatory FDA-compliant retort validation for low-acid animal nutrition products.
| System Parameter | Standard Engineering Data |
|---|---|
| Model Configuration | PCF-200 Turnkey Line |
| Nominal Capacity | 150 - 200 cans / min (Based on 400g standard tinplate) |
| Applicable Formats | Tinplate, Aluminum, Easy-Open Ends (EOE), 85g to 1200g sizes |
| Total Installed Power | Approx. 160 kW (380V / 50Hz / 3 Phase) |
| Industrial Steam Demand | 2000 - 2500 kg / h (Operational at 0.6 - 0.8 MPa) |
| Pneumatic Requirement | 0.6 MPa / 4.5 m3 / min |
| Estimated Layout Footprint | 35,000 mm x 5,500 mm x 3,200 mm (L x W x H) |
| Core Construction Grade | SUS304 Main Chassis / SUS316L Fluid Contact Zones |
A fragmented canning sequence introduces oxygen into the headspace and allows the meat emulsion temperature to fluctuate. We engineered this line to condense the critical timeline between raw packing and final sealing, specifically targeting variables that dictate drained weight, aesthetic presentation, and overall microbiological stability.
Integrating this wet food canning architecture alongside a dry pet food processing line allows large-scale manufacturers to diversify their SKU portfolio within the same facility footprint, utilizing shared meat preparation units like industrial grinders and ribbon blenders to feed both the extrusion and canning sectors.
Maintaining the target F0 sterilization value requires uncompromised container integrity. If the double seam fractures during the 121°C retort phase due to thermal expansion, the entire batch faces automatic rejection. Our sealing unit employs a rotary 6-head mechanical chuck driven by a centralized heavy-duty servo transmission. The primary operation utilizes a specifically profiled first-operation roll to interlock the can flange and lid hook, while the secondary titanium-coated roll irons the seam flat against the can body, compressing the latex sealing compound.
A localized optical sensor array inspects lid placement before the lifter plate engages. If a lid is missing from the gravity chute, the pneumatic clutch instantly disengages the chuck assembly. This prevents raw meat paste from fouling the internal gearing, actively reducing mechanical downtime during continuous production shifts.
Operating continuously at 200 cans per minute demands rigid upstream and downstream logistical synchronization. The 35-meter linear footprint of the PCF-200 incorporates automated empty can depalletizing, magnetic track washing, and steam inversion stages long before the container reaches the primary filler. This strict protocol ensures zero airborne dust, cardboard fibers, or transport debris enters the food matrix.
Following the retort sterilization and forced-air cooling channels, the cans navigate through dual-lane x-ray inspection units and inline checkweighers. Any container exhibiting sub-standard vacuum deflection, microscopic leakage, or incorrect mass is pneumatically rejected from the primary track. This guarantees that only structurally validated products reach the final cartoning and shrink-wrapping matrix.
Industrial canning machinery must withstand aggressive thermal shocks and heavy alkaline washdowns continuously. We fabricate the primary chassis from heavy-duty SUS304 steel tubes, while all sanitary valves, lobe pumps, and metering cylinders are forged from SUS316L. The electrical panels utilize CE-marked contactors enclosed in IP65-rated cabinets to withstand direct high-pressure facility cleaning. Our international engineering division provides comprehensive Factory Acceptance Testing (FAT), thermodynamic heat penetration mapping, and Turnkey Installation and Commissioning (I&C) services to ensure your plant satisfies local health authority and USDA regulations immediately upon startup.









When investors and plant managers request a fish canning line quotation, the num...

When a canned fish or canned vegetable line underperforms its nameplate output, ...

The croissants came out of the oven at 7:42 on a Tuesday morning with bottoms ba...
Most commercial kitchen layout problems trace back to a single planning failure:...