Hygienic Zoning: Ang Prinsipyo ng Pisikal na Hangganan
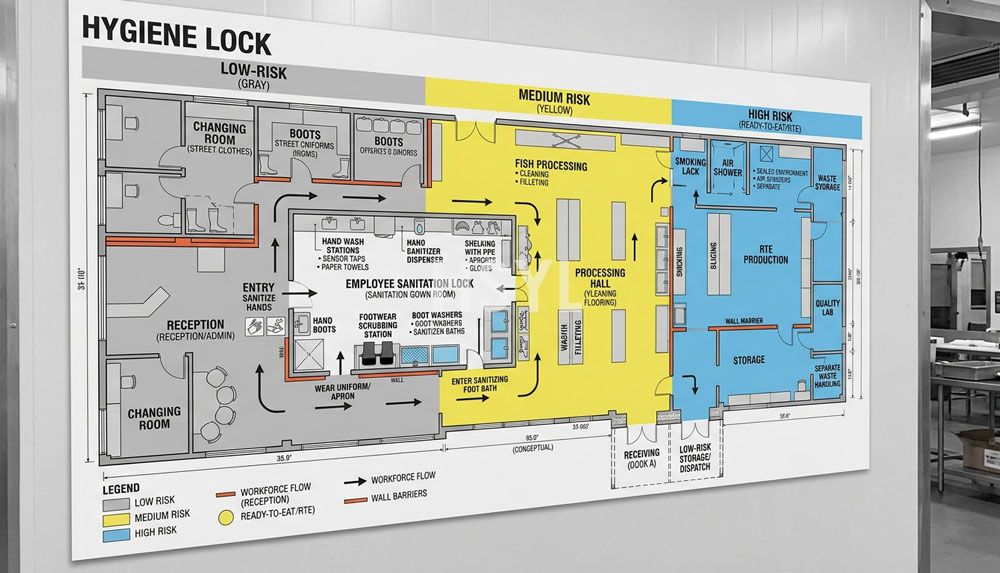
Sa industriyal na seafood processing, ang floor layout ang pangunahing hadlang laban sa biological contamination. Kailangang ipatupad ng mga plant engineer ang mahigpit na zoning model, na naghahati-hati ng pasilidad sa low-care (wet prep), medium-care (pre-cooking at filling), at high-care (pagkatapos ng sealing at retorting) na mga zone. Ang pisikal na paghihiwalay na ito ay pumipigil sa raw materials, na may mataas na paunang microbial load, mula sa pag-contact sa processed at sterile na mga lata.
Sa raw receiving area, inaalis ang karga sa mga isda, sinasalansan ayon sa laki o uri, at iniimbak sa mga chilled water tank. Ang layout ng lugar na ito ay kailangang tugunan ang mataas na pangangailangan sa tubig at malaking dami ng organic waste. Ang sahig ay dapat nakahilig ng hindi bababa sa 1:50 patungo sa mga stainless steel slot drain upang hindi manatili ang tubig. Ang tubig na naiipon ay pangunahing pinamumugaran ng mga pathogen gaya ng Listeria monocytogenes, na mabilis kumapit sa basang concrete floor.
Kapag inililipat ang mga isda mula sa grading patungo sa evisceration, kailangang agad na alisin ang mga basura. Dinidisenyo namin ang evisceration layout gamit ang mga vacuum extraction pipe sa ilalim ng sahig o closed screw conveyors. Iniaalis ng ganitong setup ang pangangailangan para sa mga open waste flume na nagpapakalat ng aerosolized bacteria sa buong silid. Ang ambient air handling system ay dapat magpanatili ng negative pressure sa raw prep zone, tinitiyak na ang hangin ay dumadaloy mula sa malinis na filling room patungo sa raw handling dock.
Upang matugunan ang food safety standards, ang mga empleyado ay kailangang dumaan sa iba't ibang zone sa pamamagitan ng mga nakalaang hygiene lock. Ang mga stasyong ito ay nangangailangan ng sole-washing machine, hand-sanitation turnstile, at nakalaang footwear transition. Sa pamamagitan ng direktang pag-integrate ng mga hygiene lock sa mga dingding ng layout, inaalis ng mga plant manager ang panganib na magdala ang mga operator ng raw-zone contaminants papasok sa sterile processing areas. Ang baseline guideline para sa mga setup na ito ay nakadetalye saFDA Seafood HACCP regulations.
Thermal Processing at ang Bottleneck sa Pre-Cooking
Ang pre-cooking ang pinakamahalagang hakbang na tumutukoy sa texture, moisture content, at huling yield ng canned fish. Anuman ang uri — sardinas, galunggong, o tuna — ang isda ay kailangang initin upang mailabas ang moisture at mabuo ang mga protein bago i-seal. Gayunpaman, ang pre-cooking ay tradisyonal na batch o semi-continuous na proseso, na nagdudulot ng flow variability sa isang kung hindi man ay tuloy-tuloy na packaging line.
Sa pagpaplano ng layout, ang pre-cooking tunnel ay nangangailangan ng malaking pisikal na espasyo at maraming utility connection. Ang mga high-pressure steam line, condensate return pipe, at heavy-duty exhaust hood ay dapat isama sa ceiling layout. Ang mahinang disenyo ng steam exhaust ay magdudulot ng condensation na tumutulo mula sa kisame papunta sa mga bukas na linya ng produkto — isang malubhang paglabag sa compliance standards.
Pinapamahalaan namin ang transition mula sa batch patungo sa continuous na produksyon sa pamamagitan ng pagkakabit ng automated na cooling systems at buffer zones kaagad pagkatapos ng pre-cooker. Pag-alis sa steam tunnel, kailangang pabilisin ang pagpapalamig ng mainit na isda upang ihinto ang proseso ng pagluluto at patatagin ang laman para sa paghihiwa at pag-iimpake. Ang layout ay dapat magbigay ng sapat na espasyo sa sahig para sa mga cooling conveyor o vacuum cooling chamber. Kung masyadong mabagal ang cooling, masisira ang laman ng isda habang nag-iimpake, na magreresulta sa mataas na porsyento ng flakes at mas mababang yield ng premium na produkto.
Para sa operasyon na may mataas na kapasidad, inirerekomenda namin ang paggamit ng isangawtomatikong linya ng produksyon ng de-latang isda. Ang setup na ito ay nagsasama-sama ang discharge ng pre-cooker nang direkta sa mga automated na rotary filler. Ang automation ay binabawasan ang pag-asa sa operator, pinapatatag ang kawastuhan ng timbang ng pag-iimpake, at pinapahusay ang overall na yield ng production line.
Automasyon kumpara sa Manu-manong Trabahador sa Prosesong Layout
Sa pagdidisenyo ng mga zone para sa pre-processing at pagpuno, ang mga inhinyero ay nahaharap sa isang mahalagang desisyon: ang paggamit ng automated na makinarya laban sa manu-manong pagputos at pagpuno. Sa mga merkado kung saan mababa ang gastos sa paggawa, ang manu-manong mga talahanayan sa pagpuno ay madalas na pinipili dahil sa mas mababang paunang gastos. Gayunpaman, ang manu-manong pagpuno ay nangangailangan ng mas malaking espasyo. Isang manu-manong packing table para sa 30 na mga operator ay nangangailangan ng humigit-kumulang 15 metro ng linear na espasyo sa sahig, hindi pa kasama ang espasyo para sa paggalaw ng mga operator, mga lalagyan ng produkto, at mga kariton para sa basura.
Ang malaking espasyong kinakailangan sa manu-manong proseso ay nagpapalaki sa sukat ng clean-room, na direktang nagpapataas ng mga gastos sa pag-install at pagpapatakbo ng HVAC systems. Bilang karagdagan, ang mga manu-manong packing table ay nagdadala ng malaking panganib sa hygiene. Ang bawat paghawak ng operator ay nagdaragdag ng posibilidad ng kontaminasyon. Sa kabilang banda, ang mga automated na pocket filler ay nagpupuno ng mga piraso ng isda sa mga lata nang may minimal na kontak, gumagamit ng high-speed na mechanical indexing upang makamit ang output na hanggang 250 lata bawat minuto sa isang espasyong 4 metro kwadrado lamang.
Ang mga automated na sistema ng pagpuno ay malaki rin ang binabawas sa sobrang paglalagay ng produkto. Ang isang manu-manong packer ay maaaring maglagay ng 2 hanggang 5 gramo na sobra sa isang lata upang matiyak na natutugunan ang regulasyon ng net weight. Bagama't maliit ang tingin dito, sa isang linya na gumagawa ng 100,000 lata bawat araw, ang 3 gramong average na sobra ay katumbas ng 300 kilo ng nasasayang na hilaw na materyal araw-araw. Sa kasalukuyang presyura ng seafood market, ang pagkaluging ito sa yield ay maaaring mabilis na mabura ang natipid mula sa mas mababang initial na gastos ng manu-manong paggawa sa loob lamang ng isang panahon ng operasyon.
Line Balancing: Pagkalkula ng Buffer Capacity
Isang madalas na kamalian sa layout ng mga pabrika ng isda sa lata ay ang hindi sapat na espasyo para sa buffer sa pagitan ng filling station at ng double seamer. Ang seaming machine ang pinaka-delikado sa buong linya, dahil ito ay tumatakbo nang napakabilis. Kapag huminto ang seamer dahil sa nakabara na lata o problema sa pag-supply ng takip, at walang sapat na buffer, titigil din ang buong linya ng filling at preparasyon sa itaas.
Para makalkula ang kinakailangang accumulation conveyor, gumagamit kami ng isang simpleng formula na nakabase sa production rate at recovery time. Halimbawa, kung ang linya ay gumagawa ng 120 lata sa isang minuto, at ang karaniwang oras ng operator para ayusin ang isang maliit na problema sa seamer ay 3 minuto, kailangan ng buffer system na may kapasidad na hindi bababa sa 360 na lata. Nakakamit ito sa pamamagitan ng paggamit ng multi-directional na accumulation table o vertical spiral conveyor.
Ang conveyor na nagdurugtong sa filler at seamer ay dapat may maayos at tuloy-tuloy na daloy. Ang anumang biglaang pagbabago ng bilis o direksyon ay magiging sanhi ng pagkatalsik ng likido, partikular na kapag nagpupuno ng isda sa oil o brine. Kapag tumalsik ang langis sa 'flange' ng lata, hindi ito makaka-seam nang maayos, na magdudulot ng pagtagas habang naka-retort. Kaya naman, lahat ng conveyor sa bahaging ito ay dapat gumagamit ng variable frequency drives (VFDs) para sa mabagal na pagbilis at pagbagal.
Layout para sa Clean-in-Place (CIP) at Distribusyon ng Utilities
Ang isang mahusay na layout ay dapat isama ang routing para sa mga linya ng CIP (Clean-in-Place), mga tubo para sa kemikal, tubig, at compressed air. Ang istasyon ng CIP ay dapat nasa sentro para mapabilis ang takbo ng mga tubo. Ang mahabang tubo ay nagdudulot ng pagkawala ng init, pagbaba ng presyon, at mas maraming kemikal na nasasayang sa pagbabanlaw. Ang mga tangke ng kemikal ay dapat nasa may containment dike na may maayos na ventilation para sa ligtas na paghawap ng acid at caustic fumes.
Sa proseso ng paglilinis, ang linya ay nahahati sa mga hygienic na circuit. Ang raw prep conveyors, loob ng pre-cooker, sauce batching tanks, at volumetric filler ay nililinis nang isa-isa. Sa layout, naglalagay kami ng mga dedicated piping manifold sa bawat makina para sa mabilis na koneksyon sa pangunahing CIP loop. Ang modular na disenyo na ito ay nagpapabilis ng changeover time at nagtitiyak ng consistent at validated na cleaning protocol na sumusunod sa global food safety standards.
Para sa mga utility mula sa kisame, mas mainam ang paggamit ng stainless steel na utility headers kaysa flexible hoses. Ang mga flexible hose na nakakalat sa sahig ay nagiging sagabal at nag-iipon ng tubig na siyang breeding ground ng bacteria. Sa pamamagitan ng pag-ikid ng kuryente, steam, tubig, at compressed air nang patayo mula sa overhead racks patungo sa mga makina, nananatiling malinis ang sahig, na nagpapadali ng mabilis na paghuhugas at inspeksyon sa bawat shift.
Ang Retort Room: Traffic Flow at Kaligtasan
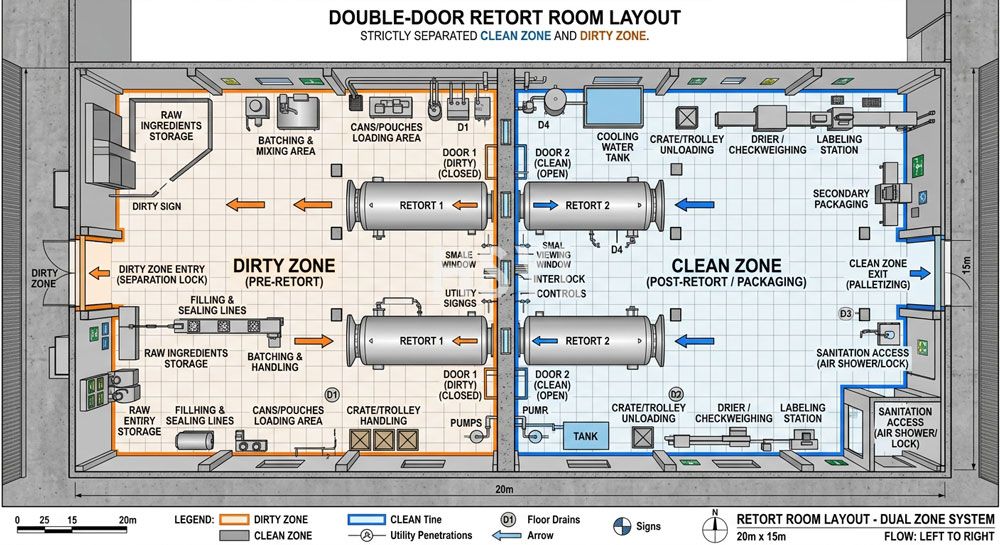
Ang retort room ang thermal sterilization zone kung saan nakakamit ng de-lata na isda ang commercial sterility. Dahil humahawak ang lugar na ito ng parehong hindi sterilized (raw-filled) at sterilized (finished) na mga lata, dapat idisenyo ang layout upang maiwasan ang anumang pagkakamali sa produkto. Kahit isang hindi na-retort na lata na pumasok sa packaging warehouse ay maaaring magdulot ng botulism outbreak at matinding product recall.
Para matiyak ang kaligtasan, dapat gamitin ang isang straight-line flow sa layout ng retort na may pisikal na barrier na naghihiwalay sa loading at unloading zones. Ideal para sa ganitong application ang mga double-door (pass-through) retort. Pumapasok ang mga basket na hindi pa napoproseso mula sa loading side, tumatakbo ang sterilization cycle, at lumalabas ang mga basket mula sa kabilang panig papunta sa malinis na cooling at packaging area.
Kung kinakailangang gumamit ng single-door retorts dahil sa space constraints, nagpapatupad kami ng mahigpit na sistema ng color-changing chemical indicator tape sa bawat basket. Gayundin, dapat may kasamang physical gates ang layout na bubuksan lamang kapag nakumpleto ang retort cycle, na gagabay sa mga na-process na basket papunta sa unloading station. Sa aming mga custom design, katulad ngturnkey fish canning line, gumagamit kami ng automated na retort basket loaders at unloaders. Binabawasan ng mechanical handling system na ito ang labor costs at minimize ang pagka-dent ng lata, na maaaring mangyari sa manual loading. Kadalasang nagkakaroon ng seam failure ang mga dented na lata sa high-pressure sterilization cycle.
Structural Engineering: Mga Alisan ng Tubig, Slope, at Foundation
Kabilang ang mga seafood processing plant sa mga pinaka-corrosive na environment sa food industry. Mabilis na sinisira ng fish proteins, asin, langis, at harsh cleaning chemicals tulad ng sodium hydroxide ang mga karaniwang building materials. Dapat sabay na makumpleto ang structural design ng sahig at foundation kasabay ng equipment layout.
Lahat ng proseso ng makinarya ay kailangang nakatayo sa mga konkretong pedestal na may rounded edges para maiwasan ang pagdumi. Ang double seamer, na mabigat at gumagamit ng reciprocating mechanical parts, ay nangangailangan ng dedikadong foundation na hiwalay sa vibration. Kapag diretsong i-bolt ang seamer sa general floor slab, ang structural vibrations ay babalik sa mga filling machine, na magdudulot ng hindi pantay na bigat ng fill at pagkakaiba sa seams.
Ang floor drainage ay isa ring kritikal na bahagi. Mas mainam ang stainless steel slot drains kaysa sa box drains. Ang mga slot drain ay mas madaling linisin at hindi nag-iimbak ng maraming stagnant na tubig. Ang drainage pipes sa ilalim ng sahig ay dapat gawa sa chemical-resistant materials gaya ng high-density polyethylene (HDPE) o acid-grade stainless steel para mapaglabanan ang mainit at corrosive na cleaning chemicals na ibinubuhos sa Clean-in-Place (CIP) na mga siklo.
Paghahambing ng mga Layout Strategy
Ang pagpili ng tamang layout configuration ay nakadepende sa laki ng iyong factory at sa mga utility connection points. Ang sumusunod na talahanayan ay nagkokumpara sa tatlong pinaka-common na floor plan para sa fish canning lines.
| Layout Pattern | Mga Requirement sa Footprint | Sanitation Access | Flow Control | Kakayahang Magpalawak |
|---|---|---|---|---|
| Linear (Diretso) | Mahabang makitid na espasyo | Napakahusay (bukas sa magkabilang bahagi) | Diretso (perpekto para sa tuwid na daloy ng conveyor) | Mahina (kailangan ng pagpapalawak ng gusali) |
| Hugis-U | Parisukat o maluwag na espasyo | Katamtaman (masikip ang gitnang bahagi) | Maganda (pinagagamitan ng mga loading bay para sa raw/pack) | Napakahusay (maaaring palawigin ang ilalim na bahagi) |
| Anyong L | Espasyo sa sulok o nakahilig na istraktura | Maganda | Katamtaman (kailangan ng 90-degree na paglilipat) | Katamtaman |
Para sa mga bagong pasilidad, karaniwan naming inirerekomenda ang linear na layout. Ito ang nagbibigay ng pinakamalinis na paghihiwalay ng mga sanitary zone. Subalit, para sa mga umiiral nang gusali na may limitadong espasyo, ang U-shaped na layout ay nagbibigay-daan sa pag-share ng raw receiving at finished goods shipping docks, na nakakapagtipid ng espasyo at nakakabawas ng gastos sa konstruksyon.
Checklist para sa Agarang Optimitasyon ng mga Inhinyero ng Pabrika
Kung nakararanas ka ng mababang kahusayan ng linya o mga problema sa hygiene sa iyong kasalukuyang layout, magsagawa ng mga sumusunod na pagsusuri sa iyong floor plan:
- Tingnan ang pagkakatagilid (slope) ng sahig:Tiyakin na ang slope ng sahig ay hindi bababa sa 1:50 papunta sa mga drainage channel. Ang tubig na nananatili sa prep zone ay isang pangunahing sanhi ng kontaminasyon ng Listeria.
- Sukatin ang kapasidad ng buffer conveyor system:Kalkulahin kung kaya ng iyong accumulation system na mag-hold ng produksyon para sa hindi bababa sa 5 minuto sa pinakamataas na throughput. Kung kulang, mag-install ng mga modular belt loop.
- Suriin ang pagkaka-isolate (isolation) ng double seamer:Tiyakin na ang seamer ay nakabolt sa isang reinforced concrete block na hiwalay mula sa main floor slab sa pamamagitan ng elastomeric damping pads.
- Suriin ang daloy ng hangin:Siguraduhin na ang hangin ay dumadaan mula sa filling room (mataas na antas ng kalinisan) patungo sa raw prep room (mababang antas ng kalinisan), at hindi kailanman pabalik.
Pagpapatupad ng Layout sa Totoong Mundo
Nagdisenyo kami ng pasadyang layout para sa isangpinagsamang planta ng pag-kaniya ng seafood. Sa proyektong iyon, ang lokal na espasyo ng pabrika ay may limitadong haba ngunit may matataas na kisame. Nalutas namin ito sa pamamagitan ng pag-install ng nakataas na mezzanine para sa mga depalletizer ng walang laman na lata at mga gravity feed chute. Ang pag-optimize ng espasyong ito ay nakatipid ng 120 metro kuwadrado ng sahig at pinanatili ang mga walang laman na lata na malayo sa wet processing floor.
Mga Kaugnay na Paksa
- Mga Opsyon para sa Linya ng Pagkaniya ng Isda na Maliit ang Saklaw
- Gabay sa Pagkuha ng B2B para sa Kompletong Pabrika ng Pag-can ng Isda
- Paano Kalkulahin ang Gastos ng Production Line ng Canned Fish: Isang Engineering Guide para sa B2B
I-optimize ang Iyong Seafood Processing Layout
Ang pagdidisenyo ng factory floor na nagbabalanse ng mabilis na seaming at kumplikadong thermal na proseso ay nangangailangan ng malalim na engineering na karanasan. Ang aming mga teknikal na konsultante ay handa nang suriin ang iyong floor plan, kalkulahin ang mga buffer ng balanse ng linya, at i-configure ang kagamitan ayon sa iyong target na throughput. Makipag-ugnayan sa HSYL ngayon para pag-usapan ang iyong susunod na layout ng production line.
Mga Madalas Itanong (FAQ)
Ano ang karaniwang espasyong kailangan para sa isang fish canning line na 20,000 lata bawat araw?
Paano ninyo pinipigilan ang cross-contamination sa pagitan ng raw prep zone at post retort zone?
Dapat ba kaming gumamit ng atmospheric seamer o vacuum seamer para sa canned tuna?
Ano ang karaniwang oras ng produksyon para sa buong seafood canning lines na iniaalok ng HSYL?
Maaari bang i-convert ang isang linya ng pagkanser ng sardinas para gamitin sa galunggong (mackerel)?
Paano isinasagawa ang paglilinis sa isang wet na kapaligiran ng pagpoproseso ng isda?
Anong antas ng pagkakahilig (slope) ang inirerekomenda sa sahig ng pabrika para sa mabisang daloy ng tubig?
Mga Kaugnay na Artikulo




Kumuha ng Propesyonal na Payo
May mga katanungan ka ba o kailangan ng teknikal na suporta hinggil sa nilalaman ng artikulong ito? Sagutan ang form sa ibaba, at ang aming pangkat ng dalubhasa ay mag-aalok sa iyo ng mga propesyonal na solusyon.