Why the Comparison Actually Matters
Most buyers treat "freeze dryer vs dehydrator vs vacuum oven" as a temperature question. It is not. Each technology uses a different physical mechanism to remove water, and the consequences for product quality, throughput, energy use, sanitation, and lifecycle cost are not linear with operating temperature.
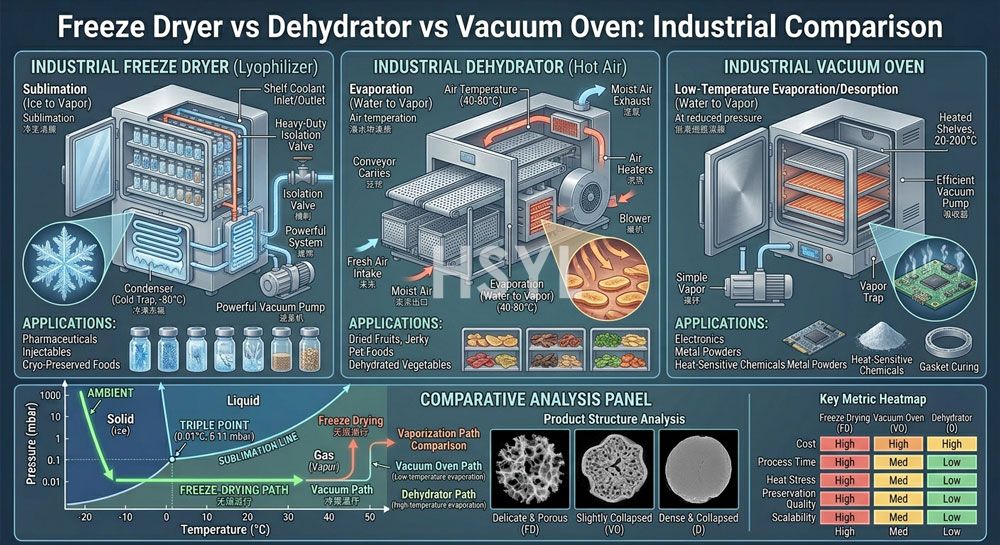
A freeze dryer sublimes frozen water out of the product under deep vacuum. A dehydrator drives water off as vapor using heated air, often in a tunnel or cabinet. A vacuum oven lowers the boiling point of water with reduced pressure and removes vapor with gentle heat. Those are three different physics, not three settings on the same machine.
The result: a side-by-side spec sheet is misleading. The right answer depends on what you are drying, what water activity (aw) you need to reach, and how much product moves through your line per shift.
How a Freeze Dryer Actually Works
A freeze dryer has three core systems: a vacuum pump, a condenser, and a heated shelf chamber. Product is pre-frozen, usually well below the eutectic point, and the chamber is pulled down to a deep vacuum. Under that vacuum, ice transitions directly to vapor without becoming liquid. This is sublimation.
The condenser captures that vapor as ice on cold surfaces, and the shelves provide controlled, modest heat to drive sublimation from the product side. The physics is slow, energy-intensive, and capital-heavy, but it preserves volatile aromatics, bioactive compounds, and original shape better than almost any other method.
Practical implications on the plant floor:
- Long batch cycles, often in the 18 to 48 hour range per load, depending on product and fill depth
- High electrical load for vacuum pumps, condensers, and shelf heat
- Shelf area is the true capacity constraint, not floor footprint
- Cleaning is chamber-driven, often manual for food-grade lyophilizers
- Process control matters: collapse temperature and product temperature are real failure modes, not marketing terms
For a deeper walk-through of the sublimation cycle, the heat and mass transfer logic, and how shelf design and condenser capacity are typically specified, see the engineering piece on how a vacuum freeze dryer works.
How an Industrial Dehydrator Actually Works
An industrial dehydrator — sometimes called a hot-air dryer, conveyor dryer, or tunnel dryer — removes moisture by passing heated air across the product. Heat transfers from air to product, and water evaporates from the surface, then diffuses out of the product's internal structure.
Variants you will see in real plants:
- Cabinet or tray dryers for low-volume, multi-SKU work
- Belt or conveyor dryers for continuous throughput on fruit, vegetable, and snack products
- Fluidized bed dryers for granular products like diced vegetables or coated snacks
- Microwave-assisted hot air dryers, where internal heating accelerates moisture migration
The mechanism is simple, robust, and scalable. A well-designed tunnel dehydrator running 24/7 can move serious tonnage with modest energy per kilogram of water removed. It also handles a wide range of cuts and shapes that would be impractical to load into a freeze dryer.
Practical implications on the plant floor:
- High airflow and heat duty drive steam or gas consumption
- Residence time is set by belt speed and zone temperatures, not by a recipe file
- Hygienic design depends on the conveyor, belt material, and CIP access — a frequent weak point
- Color, texture, and vitamin retention are limited by surface temperature, not set air temperature
- A product entering at high moisture may case-harden on the surface, trapping moisture inside
If you are comparing dehydration to other thermal processes, the freeze-dryer and vacuum-fryer categories overlap with dehydrators in some product groups. The HSYL large-scale food freeze dryer line is often evaluated against tunnel dehydrators in the same procurement cycle.
How a Vacuum Oven Actually Works
A vacuum oven is the simplest of the three in concept. The chamber is sealed, pressure is reduced, and a small amount of heat is applied. Under reduced pressure, water boils at a much lower temperature, and vapor is removed through a condenser or vacuum pump.
The crucial difference from a freeze dryer: in a vacuum oven, water leaves the product as a liquid-to-vapor phase change, not as ice-to-vapor sublimation. The product is not pre-frozen. This means the vacuum oven can deliver low-temperature drying, but it cannot match the structural preservation of a true lyophilizer.
Where vacuum ovens earn a place in an industrial food context:
- Low-temperature drying of heat-sensitive ingredients where the capital cost of a freeze dryer is not justified
- Lab, R&D, and pilot-scale work where small batches and recipe flexibility matter more than throughput
- Secondary drying steps in a hybrid process, for example after a primary hot-air stage
- Specialty applications such as drying low-moisture herbal or seasoning products
It is rarely the right primary tool for high-volume food production. Cycle times are long, batch size is small relative to shelf area, and the chamber limits the product formats a plant manager would want to run.
Where Each Technology Earns Its Place
A useful way to frame the selection is by end-product requirement, not by equipment category.
Freeze drying is the right call when:
- The product is heat-sensitive and the value justifies the capex — premium fruit pieces, probiotic ingredients, certain seafood, herbs, ready-meal components
- Shape and color retention directly affect market price
- Rehydration speed and texture are part of the product spec
- A long shelf life at low water activity is required without preservatives
Industrial dehydrators are the right call when:
- The product is a high-volume staple — fruit pieces, vegetables, snack seasonings, jerky strips, certain pet food ingredients
- Energy per kilogram and total cost per kilogram drive the business case
- The line is continuous and integrated with upstream washing, cutting, and downstream packaging
- Some color or flavor loss is acceptable in exchange for throughput
Vacuum ovens are the right call when:
- Batch sizes are small, R&D-heavy, or pilot-scale
- Heat sensitivity is moderate, not extreme
- Capital budget does not support a full lyophilizer
- The product format fits the chamber and shelf configuration
Comparison Matrix: A Practical View for Plant Engineers
| Attribute | Freeze Dryer | Industrial Dehydrator | Vacuum Oven |
|---|---|---|---|
| Moisture removal mechanism | Sublimation (ice to vapor) | Evaporation with heated air | Evaporation under reduced pressure |
| Typical product temperature range | Near or below collapse temperature | Surface 60 to 130 °C, product lags | 30 to 80 °C product temperature |
| Throughput profile | Batch, long cycles | Continuous, scalable | Batch, small to medium |
| Energy intensity per kg water | High | Moderate to low | Moderate to high |
| Capital cost relative to capacity | High | Moderate to low (per kg/h) | Moderate (per kg/h) |
| Typical water activity (aw) achieved | Very low, often below 0.1 | 0.3 to 0.6 depending on product | 0.1 to 0.4 depending on cycle |
| Sanitation and CIP fit | Chamber, often manual | Line-CIP where designed, otherwise partial | Manual, batch by batch |
| Best fit products | Premium fruit, probiotics, seafood, herbs | Fruit pieces, vegetables, jerky, snacks | Pilot batches, herbs, low-volume ingredients |
Numbers shown are qualitative ranges, not vendor specs. Actual values depend on product moisture, cut geometry, fill depth, and recipe.
The Trade-Offs Most Buyers Underestimate
Three things routinely distort the selection conversation.
Energy cost is a function of water removed, not machine size. A dehydrator on a 24/7 schedule with good heat recovery often beats a freeze dryer in cost per kilogram of finished product — but only if the product can tolerate the thermal exposure. Reverse the situation and a freeze dryer makes economic sense for a small daily volume of high-value, heat-sensitive output.
Sanitation design is where many installations quietly fail. A dehydrator's belt, fans, and ductwork are notoriously difficult to clean. Freeze dryer chambers are simpler in geometry, but their product contact surfaces must be polished, passivated, and inspected for chamber leaks that pull in moisture. Vacuum ovens sit in between — small and cleanable, but limited in throughput.
Footprint lies. A freeze dryer occupies floor space, but its true constraint is shelf area, condenser capacity, and supporting utilities. A dehydrator's footprint tells you almost nothing about throughput — belt width, zone count, and residence time do. A vacuum oven's footprint is honest, but the throughput is correspondingly modest.
Common Selection Mistakes
The same misjudgments come up in almost every project.
- Choosing by maximum temperature setting alone. A vacuum oven rated to 80 °C is not a freeze dryer. The product is not frozen, water does not sublimate, and structural preservation is fundamentally different.
- Underestimating utilities. Freeze dryers need strong vacuum, refrigeration for the condenser, and stable electrical supply. Dehydrators need steam, gas, or electric heat plus significant airflow. Vacuum ovens need vacuum and modest heat. If utility capacity is not sized at the same time as the equipment, commissioning slips.
- Ignoring changeover time. A dehydrator can be cleaned and reloaded in hours. A freeze dryer batch cycle is days. For multi-SKU operations, that gap can dominate the production calendar.
- Buying to spec sheet. Specs are useful, but they do not capture batch-to-batch variability, operator dependency, or what happens when incoming raw material quality drifts. A pilot run on your actual product is the only honest way to size freeze-drying capacity.
- Chasing the lowest aw number. Lower water activity is not always better. If the product specification and the regulatory environment allow aw of 0.4 to 0.6, paying for ultra-low aw is wasted capex.
A Practical Checklist for the Plant Engineer
Before signing a purchase order, work through this with your team:
- Confirm the target water activity and the corresponding moisture content for the finished product, not the machine
- Map the product's collapse temperature or glass transition temperature, where relevant, so you know what the freeze dryer can actually run
- Estimate total cost per kilogram of water removed at your utility prices, not at lab-scale numbers
- Audit your sanitation workflow — how will the chamber, belt, or shelves actually be cleaned in production?
- Verify utility capacity: steam, refrigeration, vacuum, electrical, and compressed air
- Run a pilot batch on your real product before committing to full-scale capacity
- Plan for changeover, including CIP time, drying recipe changes, and operator training
- Define a spare parts strategy with the vendor before commissioning, not after
Where HSYL Fits in This Decision
HSYL is not a freeze-dryer-only or dehydrator-only supplier. The engineering team regularly works with plant managers and project engineers who are still deciding which drying path is right, and that decision is best made before a vendor is selected.
The right starting point is the product spec, the target water activity, and the production volume. From there, the discussion can move to freeze drying for heat-sensitive premium output, hot-air or conveyor dehydration for high-volume staples, and vacuum ovens for pilot, R&D, or specialty work. Many real lines end up using a combination — for example, a primary dehydrator for throughput plus a freeze dryer for premium SKUs.
If you are weighing the freeze-dryer path, the engineering walk-through of vacuum freeze drying and the large-scale food freeze dryer line are good next reads. For broader equipment selection logic, the Equipment Know-How library covers sanitation, CIP, retort, and line-integration topics in the same engineer-to-engineer style.
Related Topics
- How a Vacuum Freeze Dryer Works: Physics and Engineering
- Large-Scale Food Freeze Dryer
- Equipment Know-How Library
Talk to an HSYL Engineer
If you are weighing these three drying paths for an actual project, send us your product spec, target water activity, daily volume, and available utilities. We will respond with a realistic comparison and a line layout that fits your floor space, not a generic brochure. Reach the engineering team through the HSYL contact page to start the conversation.
Frequently Asked Questions
How long does an industrial freeze dryer batch take?
Can a dehydrator reach the same water activity as a freeze dryer?
Is a vacuum oven the same as a small freeze dryer?
Which option is cheapest per kilogram of finished product?
What utilities does a freeze dryer need?
How do you clean a freeze dryer chamber?
Can a vacuum oven handle continuous production?
What is the most common selection mistake?
How do I decide between freeze drying and dehydrating for fruit pieces?
Related Articles










Get professional consultation
Do you have any questions or need technical support regarding the content of this article? Fill out the form below, and our expert team will provide you with professional solutions.