What "freeze drying" actually means at the molecular level
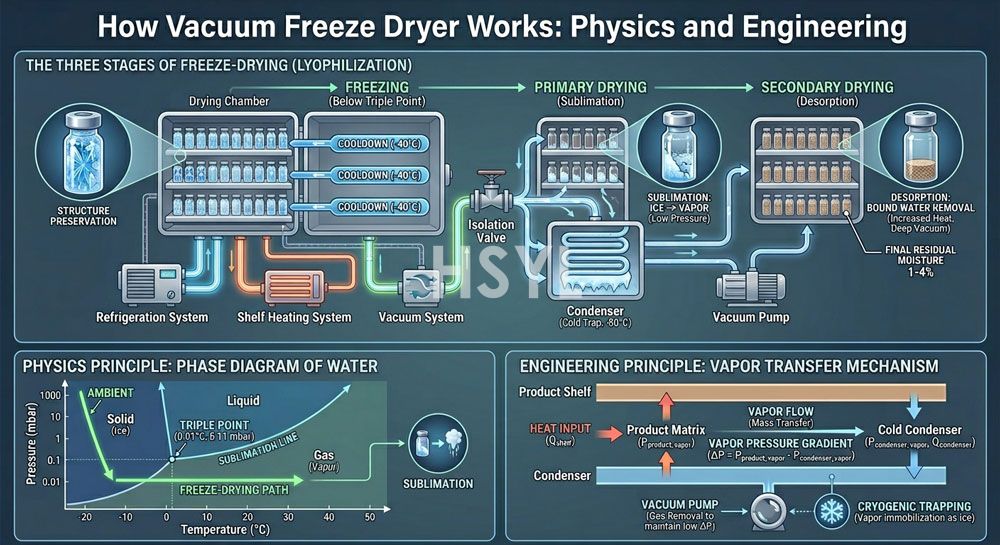
Most buyers hear the term "freeze drying" and picture a normal dryer that simply runs cold. It is not. A vacuum freeze dryer removes water by sublimation — the phase change from solid ice directly to water vapor, skipping the liquid phase entirely.
That distinction is the whole point of the technology. Liquid water at moderate temperatures destroys heat-sensitive flavors, colors, aromas, and bioactives. By keeping water frozen the entire time it leaves the product, the structure, shape, and a much higher share of volatile compounds survive than would under hot air or spray drying.
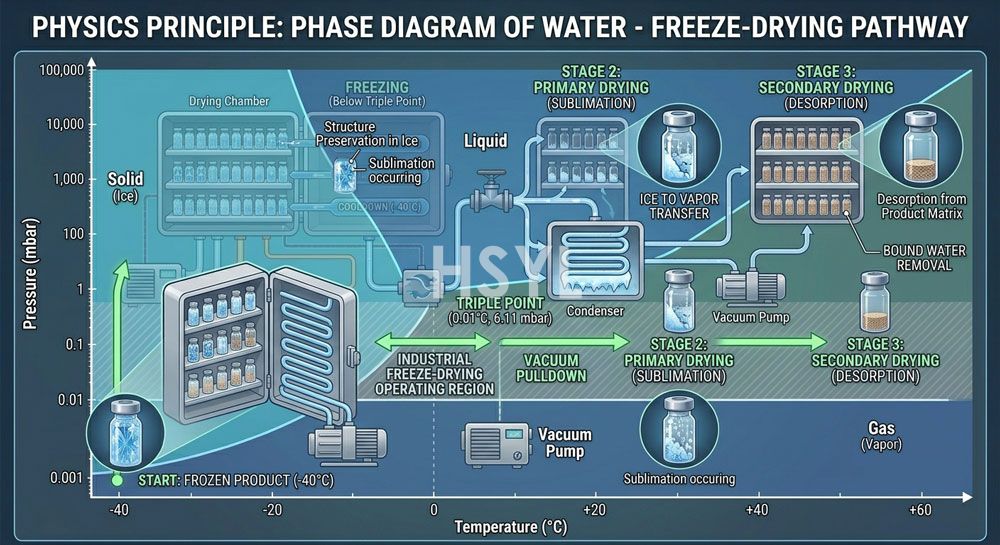
The phase diagram: why vacuum is not optional
Water has a triple point at roughly 611 Pa and 0.01 °C. Below that pressure, ice cannot exist as a liquid. It must sublimate. An industrial freeze dryer operates well below that pressure — typically in the 10 to 100 Pa range at the chamber — so the only stable path for water to leave the product is solid to vapor.
This is why the vacuum system is not a "helper" in a freeze dryer. It defines the thermodynamic boundary condition. Pulling deeper vacuum lowers the vapor pressure that drives sublimation, but it also reduces the driving force for heat transfer to the product. The optimum is a balance, not a maxed-out gauge.
The three stages a real cycle has to run
An industrial cycle is not one process. It is three stacked processes, and the slowest one sets the total batch time.
1. Freezing. The product is cooled below its eutectic or glass transition temperature, typically somewhere between -30 °C and -45 °C for food. Freezing rate controls ice crystal size, which in turn drives rehydration behavior and final texture. Fast freezing creates small crystals and a denser structure; slow freezing creates large crystals and an open, porous matrix that rehydrates quickly.
2. Primary drying (sublimation). Shelves supply controlled heat to the frozen product. The driving force is the pressure difference between the ice front inside the product and the condenser surface. Vapor migrates out through the dried layer, which grows thicker as the cycle progresses. This is the longest stage — typically 60 to 80 percent of total cycle time.
3. Secondary drying (desorption). Once free ice is gone, bound moisture still sits on the product matrix. Shelf temperature is raised — usually into the 30 to 60 °C range — under the same vacuum to break those bonds. Final moisture typically lands between 1 and 4 percent for most food applications, depending on the shelf life the packer is targeting.
Heat and mass transfer: the real bottleneck
What limits throughput in a freeze dryer is rarely the vacuum pump. It is the rate at which you can push heat into the product without melting the ice front or collapsing the dried structure.
Three resistances sit in series, and any one of them can throttle the cycle:
- Shelf-to-product heat transfer — governed by contact pressure, tray flatness, and whether the product is in vials, bulk trays, or pouches.
- Transport through the dried layer — water vapor has to escape through an ever-thicker porous crust. This resistance grows roughly linearly with dried-layer thickness.
- Chamber-to-condenser flow — duct geometry, valve state, and condenser surface temperature all matter. A condenser that runs too warm "chokes" the system, and chamber pressure drifts up.
Engineers evaluate this with a coupled heat-and-mass-transfer model. Buyers should at least understand that doubling shelf area will not double throughput if the condenser is undersized or the duct path is restrictive.
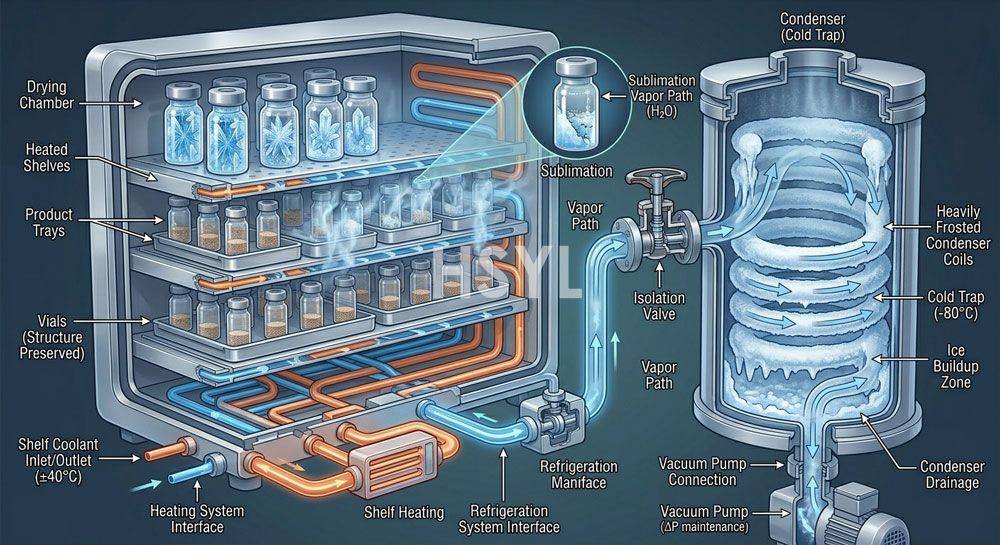
What the vacuum and condenser system actually does
The vacuum system is not just a pump. In a production freeze dryer it usually combines a roughing pump, a vapor booster or roots blower, and a large refrigerated condenser that traps water vapor as ice on its coil surfaces.
Two condenser layouts dominate. Internal condensers sit inside the same vessel as the chamber and are common in laboratory and small-batch units. External condensers are isolated from the chamber, often with a large valve between them, and are the standard for production-scale food dryers. External layouts allow batch defrost of the condenser while a second batch is being prepared, which is the only way a plant can run continuous production through a single chamber.
Condenser temperature matters as much as chamber pressure. A condenser that runs 5 to 10 °C warmer than design will quietly lengthen every cycle. That is why a smart plant manager asks not only "what is the vacuum level" but "what is the condenser temperature, and how is it controlled."
Why "kg per batch" on a spec sheet is not what you will get
Vendor throughput numbers are usually quoted for a reference product under a reference recipe — often a thin, watery slurry loaded at a low bulk density. Real food matrices behave differently. Fat acts as a barrier to vapor flow. Sugar depresses the eutectic point and forces lower shelf temperatures. Salt shifts the freezing curve. Acids and proteins change the collapse temperature.
Two practical rules I give plant managers before they sign a purchase order:
- Treat published capacity as a ceiling, not a baseline. Plan operations at 50 to 70 percent of that figure for new SKUs until you have run three to five validation batches.
- If your product contains meaningful fat or sugar, ask the vendor for cycle data on a similar matrix — not on a generic reference food.
Common selection mistakes I have seen in real plants
After watching several freeze dryer projects run into trouble, the same mistakes repeat.
Chasing the largest shelf area. Bigger chambers cost more, but the bottleneck is usually condenser capacity and heat transfer. A mid-size dryer with a properly sized condenser often outperforms a larger one with marginal refrigeration.
Ignoring CIP and sanitation design. Food-grade freeze dryer chambers handle sticky, sugary products. Condensers and ducting foul over time. A clean-in-place design with smooth welds, accessible spray balls, and food-grade stainless in all vapor paths saves hours of manual cleaning each cycle.
Underestimating utilities. A production-scale FD system pulls serious electrical load for vacuum pumps, refrigeration compressors, and heat-transfer fluid heaters. Cooling water and HVAC heat load in the room are not optional. Many retrofit projects stall because the host building cannot supply the duty.
Mixing batch sizes and recipes. Loading a chamber at half capacity "to save time" usually lengthens the cycle more than it saves, because the sublimation front becomes uneven and some product collapses. If your business runs frequent changeovers, several smaller chambers usually outperform a single large one.
Skipping the recipe library. A freeze dryer is only as productive as the recipe set it ships with. Buyers who only ask about hardware often pay for that omission later in product development time.
How HSYL engineers a production freeze dryer for food
HSYL's industrial vacuum freeze dryer is built around a few decisions that matter most in daily plant operation. The chamber uses food-grade stainless in all vapor-contact areas, with welded seams finished for sanitation. Shelf temperature is controlled through a circulating heat-transfer fluid with a wide operating range, which lets the same machine handle fruit, seafood, and pet-food recipes with different collapse temperatures.
The condenser is sized to match the chamber's sublimation load under realistic — not ideal — recipes. A combined PLC and HMI interface gives operators recipe management, trend logging, and alarm history, which is useful when a validation cycle has to be reviewed after the fact. For plants that want to integrate FD into a full line, the upstream preparation and downstream packaging sections are designed to match the dryer's real cycle time, not a theoretical maximum.
You can review the full equipment spec and options on the large-scale food freeze dryer page, or see the broader industrial vacuum freeze dryer family for batch and capacity options across the product line.
Where FD fits against other drying methods
| Drying method | Heat applied to product | Typical final moisture | Best-fit products |
|---|---|---|---|
| Hot air drying | 70 to 150 °C convection | 5 to 12 % | Bulk commodities, low-value ingredients |
| Spray drying | 180 to 220 °C inlet | 3 to 5 % | Liquids, heat-stable powders |
| Vacuum belt drying | 40 to 80 °C under vacuum | 2 to 6 % | Heat-sensitive pastes, purees |
| Vacuum freeze drying | 20 to 60 °C shelves, low pressure | 1 to 4 % | Premium fruits, seafood, pet food, biologics |
The reason FD survives the energy-cost discussion is not throughput. It is product value. When raw material is expensive and quality drives price, the longer cycle is paid back by lower shrinkage and a finished product that rehydrates and looks closer to fresh.
What a plant engineer should ask a freeze dryer vendor
Before signing a PO, the following questions separate a serious manufacturer from a brochure. None of them require revealing your recipe; all of them require the vendor to actually understand the physics.
- What is the maximum sublimation rate of the condenser at the operating pressure, and at what shelf temperature?
- What is the recommended CIP procedure, and what is the typical manual cleaning time for the chamber and condenser?
- Can the HMI export cycle data in a format my QA team can archive for validation?
- What utility demand — electrical kW, cooling water L/min, HVAC heat load — should I plan for at the building side?
- Do you have cycle recipes for products similar to mine that I can review as a starting point?
For buyers comparing freeze drying with vacuum frying as a process choice, the FD vs VF selection guide offers a useful framing on when freeze drying is the right process and when a vacuum fryer is enough.
Practical checklist for a first FD installation
Before delivery, confirm the following with your engineering team and the vendor:
- Utility capacity (power, cooling water, HVAC) is sized for the dryer's duty cycle, not standby.
- Floor loading and ceiling height can accommodate the chamber, condenser, and a service clearance of at least one meter on every side.
- Sanitation design — welds, drains, spray balls, and gasket materials — is documented and signed off before factory acceptance testing.
- Three reference products have been agreed for site acceptance testing, with clear pass and fail criteria for moisture, color, and rehydration.
- Spare parts list, recommended wear items, and a training plan for operators and maintenance are delivered with the machine.
If you are evaluating freeze drying as part of a larger project — for example, integrating FD into a fruit, seafood, or pet-food line — reach out to the HSYL engineering team through the project inquiry page to discuss line balancing, utility planning, and recipe development.
Related Topics
- Large-Scale Food Freeze Dryer
- VF vs FD: A Plant Manager's Selection Guide
- Modular Sauce Production Lines for Export Factories
Talk to an HSYL engineer
If a vacuum freeze dryer fits your product and your plant, the next step is a short technical conversation — your matrix, your utilities, your throughput target. HSYL's engineering team can size a system, sketch a line layout, and share reference cycle data for products similar to yours.
Contact HSYL to start a project review.
Frequently Asked Questions
How does sublimation differ from evaporation in a vacuum freeze dryer?
Why is heat transfer the real bottleneck in industrial freeze drying?
What does shelf area really tell you about freeze dryer capacity?
How long does a typical industrial freeze drying cycle take?
Can a vacuum freeze dryer handle different products in the same chamber?
What utilities does a production-scale freeze dryer need?
How is a freeze dryer cleaned in a food plant?
Is freeze drying worth the energy cost for high-volume food?
How do you decide between an internal and an external condenser?
Related Articles










Get professional consultation
Do you have any questions or need technical support regarding the content of this article? Fill out the form below, and our expert team will provide you with professional solutions.