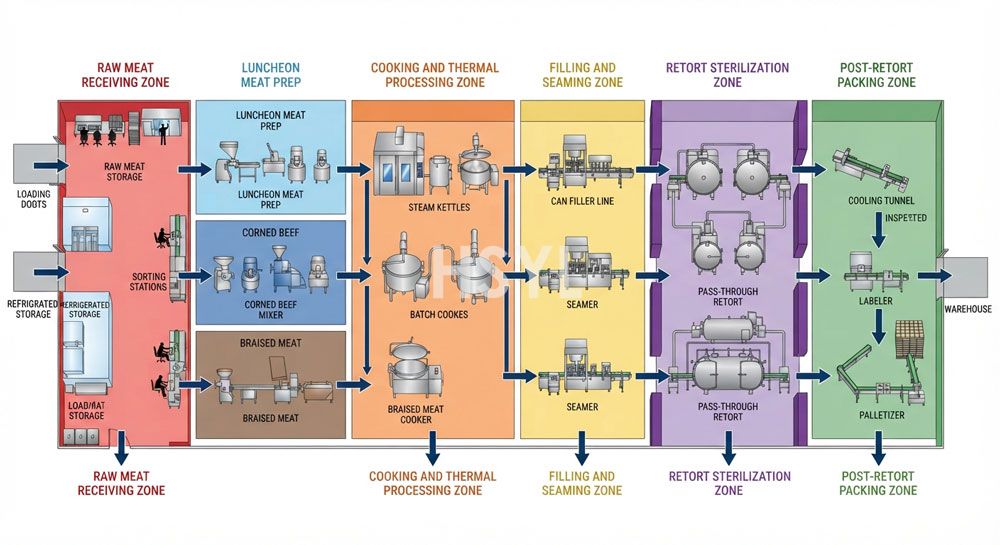
Canned Meat Production Line Layout: Cooking, Filling, Seaming and Sterilizing
Step-by-step canned meat production line layout from raw meat receiving through ...




Scale your production with our large scale food freeze dryers. Engineered with central SCADA integration, overhead rail logistics, and multi-chamber systems for mega-tonnage output.
Transitioning from pilot-scale processing to mega-tonnage industrial output fundamentally alters the engineering requirements of a dehydration facility. It is no longer just about drying food; it is about managing massive utility grid loads, orchestrating continuous trolley logistics, and preventing catastrophic factory bottlenecks. Our large scale food freeze dryer systems are designed precisely for this enterprise level. Utilizing a semi-continuous multi-chamber architecture connected to centralized refrigeration and thermal fluid plants, this infrastructure guarantees ultra-high daily throughput, maximized energy efficiency, and flawless batch consistency for global food conglomerates.
| System Configuration | Daily Processing Capacity (Tons) | Vapor Condenser Area (m²) | Central Heating Infrastructure | Trolley Logistics System | SCADA Platform | Peak MegaWatt Load (MW) |
|---|---|---|---|---|---|---|
| YLF-Mega 5T (Single Tank) | 5.0 | 120 | Electric / Steam Boiler | Manual Ground Rail | Siemens / Allen-Bradley | 0.45 |
| YLF-Mega 10T (Dual Tank) | 10.0 | 250 | Central Thermal Oil Boiler | Motorized Ground Rail | Central Plant SCADA | 0.80 |
| YLF-Mega 25T (Multi-Tank) | 25.0 | 600 | Central Thermal Oil Boiler | Robotic Overhead Rail | Central Plant SCADA | 1.85 |
| YLF-Mega 50T (Mega Plant) | 50.0 | 1200 | Industrial Gas Boiler | Robotic Overhead Rail | Central Plant SCADA | 3.50 |
The core bottleneck in large-scale freeze drying is the physical transfer of product. When dealing with dozens of tons of IQF-frozen vegetables or meats, manual staging is impossible. If trolleys sit idle waiting to be loaded into the chamber, the product begins to thaw, ruining the cellular structure before the vacuum is even pulled.
Our mega-systems eradicate this logistical collapse by utilizing automated overhead rail or motorized ground track networks. Trays are mechanically stacked onto stainless steel trolleys directly from the blast freezing tunnel. A robotic indexing system then seamlessly glides the multi-ton payload directly into the massive lyophilization chambers, completely eliminating thermal exposure and drastically shrinking turnaround times.
Installing a chamber of this magnitude requires viewing the factory as a singular, synchronized organism. The freeze dryer cannot outpace your preparation or packaging sectors. As a turnkey engineering supplier, we design the entire ecosystem. The large scale freeze dryer is embedded seamlessly as the core engine within a comprehensive food factory production line.
For investors approaching a greenfield project, defining the spatial geometry, utility trenches, and cleanroom boundaries is incredibly complex. We strongly advise reviewing our comprehensive resources on how to build a food factory engineering layout cost guide. Understanding how the massive cooling towers, vacuum pump skids, and nitrogen generators interact geographically inside the facility is critical to minimizing your capital expenditure.
A fatal flaw in deploying multiple standalone freeze dryers side-by-side is the brutal power consumption required when all compressors fire simultaneously during the initial vacuum pull-down phase. This creates massive electrical grid spikes, leading to exorbitant utility demand charges or triggering factory circuit breakers.
Our large-scale architecture utilizes a centralized compressor rack and thermal fluid boiler system that feeds multiple vacuum chambers simultaneously. The system's centralized PLC algorithmically staggers the batch cycles. While Chamber A is drawing maximum refrigeration to freeze its condenser, Chamber B is in the low-power secondary drying phase. This intelligent load-leveling ensures a flat, predictable utility draw.
When processing hundreds of thousands of dollars of raw material daily, equipment failure is unacceptable. Our systems feature N+1 redundancy across all critical systems, including vacuum pumps and heat transfer fluid circulators. The entire array is governed by a localized SCADA (Supervisory Control and Data Acquisition) network. This centralized brain monitors thousands of data points per second, executing preventative valve changeovers instantly without requiring human intervention on the factory floor.
Execute your multi-million dollar capital expansion with absolute technical certainty. Schedule a consultation with our senior project engineers to discuss mega-tonnage blueprints, SCADA network topography, and centralized thermal plant specifications.












Step-by-step canned meat production line layout from raw meat receiving through ...
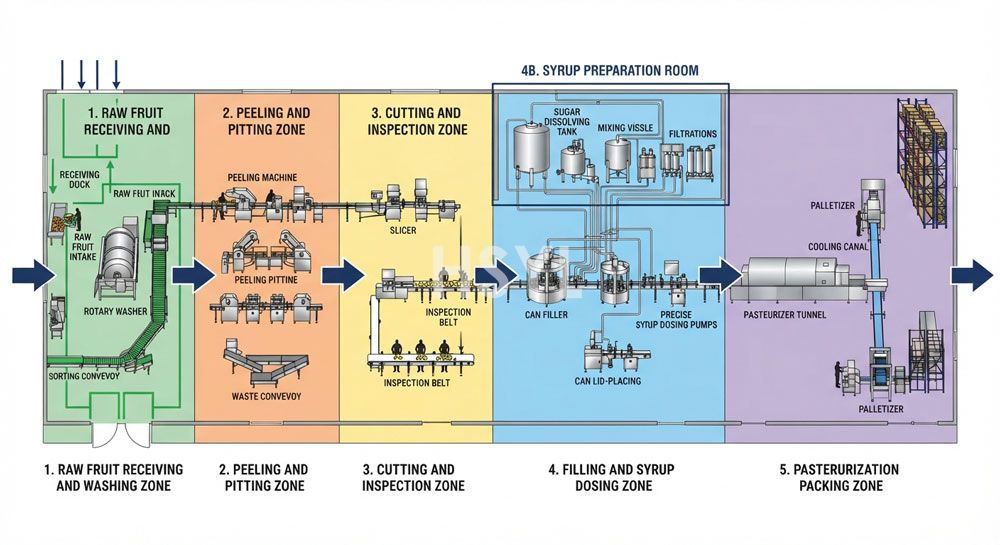
Complete canned fruit production line guide from raw fruit receiving through was...
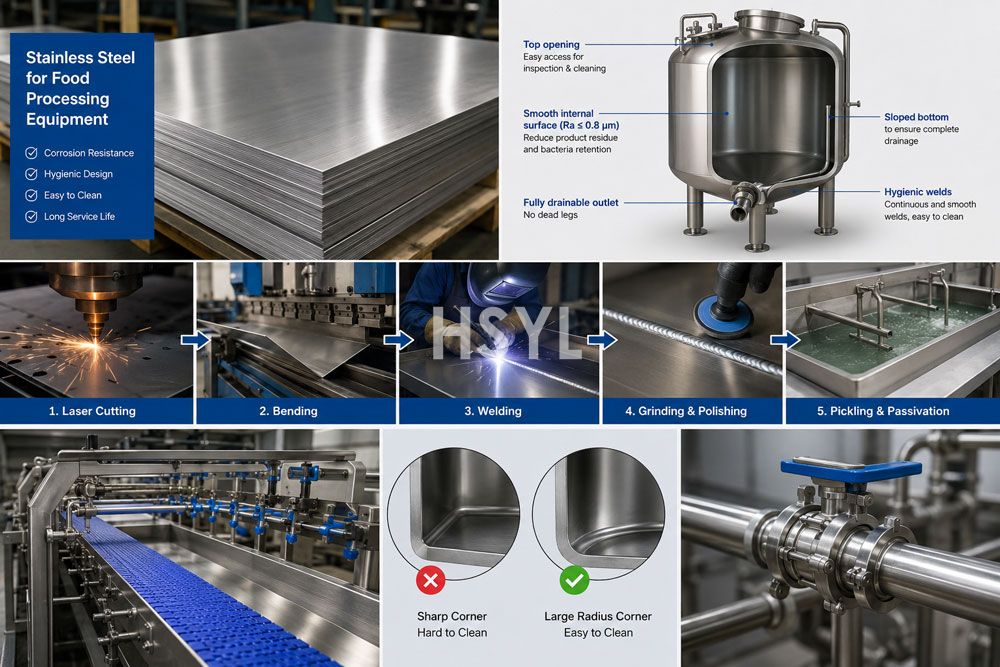
Stainless steel is the standard material for industrial food processing equipmen...
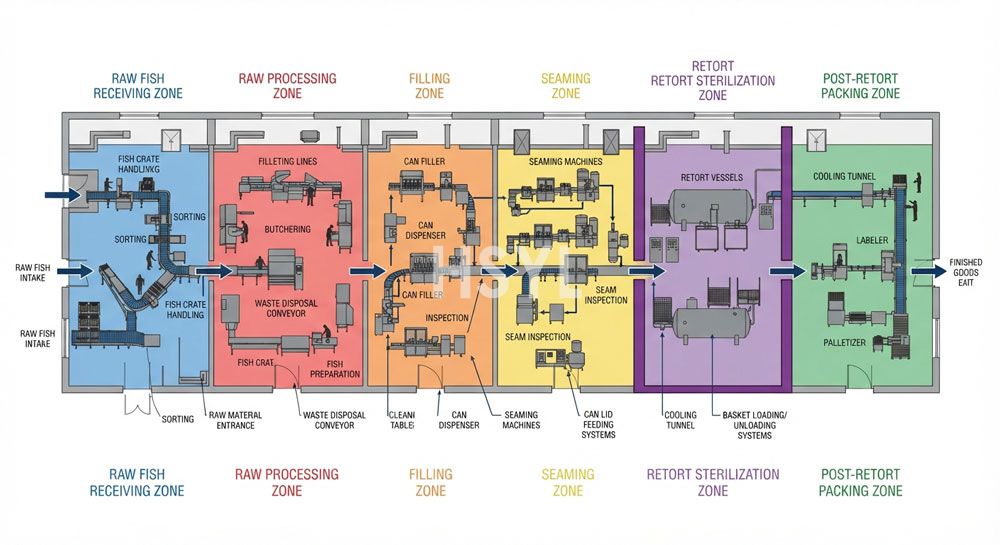
Step-by-step guide to canned fish production line layout from raw fish receiving...