The question of ultrasonic versus band saw cutting comes up in every frozen meat, bakery, and dairy processing facility at some point. Both technologies cut food, but they do it through entirely different physical mechanisms, and the choice between them is not about which technology is "better" in an absolute sense. It is about matching the cutting mechanism to the product's physical properties, the line's throughput requirements, and the facility's maintenance capacity.
This article provides a direct comparison across the metrics that matter for a capital equipment decision: yield loss, blade life, product quality, throughput, capital and operating cost, and integration complexity. The goal is to give plant engineers and operations managers a framework for making their own decision rather than a vendor's conclusion.
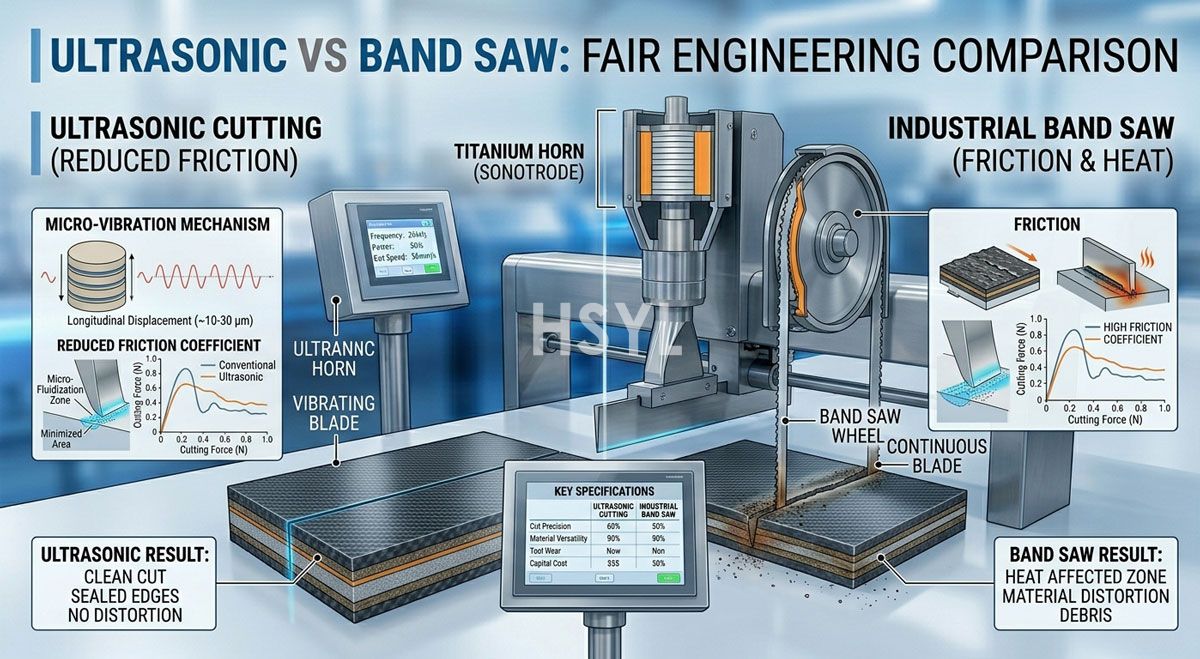
How Each Technology Cuts: Mechanism Matters
A band saw cuts by bringing a continuous steel blade with serrated teeth into contact with the product. The teeth remove material in the form of small particles — sawdust in the case of frozen meat, crumbs in bakery products. The kerf width (the material removed by the blade thickness) is typically 1.0 to 2.5 mm depending on the blade gauge and tooth set. The cutting force is mechanical shear, and the product must be rigid enough to resist deformation during the cut.
An ultrasonic cutter uses a titanium blade vibrating at 20,000 cycles per second with an amplitude of 20-80 microns. It separates the product through boundary-layer liquefaction and cavitation rather than material removal. There is no kerf — the blade thickness is typically 0.5 to 1.0 mm, and no material is removed, only separated. The cutting force is near zero because the blade never makes solid contact with the product; it passes through a self-generated liquid boundary layer.
This fundamental difference in mechanism explains every downstream difference in yield, blade life, product quality, and cost.
Yield: Where the Band Saw Loses Product That Ultrasonic Recovers
| Metric | Band Saw | Ultrasonic Cutter | Real-World Impact |
|---|---|---|---|
| Kerf loss (frozen meat) | 1.5-2.5 mm per cut | 0.5-1.0 mm per cut | Approximately 3-5% of product weight converted to sawdust on band saw; under 1% on ultrasonic |
| Surface fines / dust | Visible meat dust accumulates on blade guides and table | No dust generation; separated surface is clean | Band saw requires more frequent cleaning; dust is unrecoverable yield loss |
| Moisture loss on cut surface | Frozen surface exposed to air; sublimation increases over storage | Boundary layer re-freezes quickly, sealing the cut surface | Modest difference in frozen storage weight loss over weeks |
| Portion weight variation | ±2-5% depending on operator skill and blade condition | ±0.5-1.5% with servo-controlled indexing | Lower giveaway with ultrasonic; significant on high-value proteins |
On a line processing 5,000 kg of frozen beef blocks per shift, the band saw generates 150-250 kg of meat dust per shift at 3-5% loss. At wholesale prices around $5-7 per kg, this is $750-1,750 per shift in lost product. Over 250 shifts per year, the annual yield loss reaches $187,000-437,000. The ultrasonic cutter reducing this to under 1% recovers the majority of that value.
However, this calculation assumes the recovered yield is saleable. If the product specification does not require tight portion weights and the dust is captured for rendering at a lower value, the financial impact is smaller. Every facility should run this calculation with their own yield data and product values before concluding that ultrasonic cutting pays for itself.
Blade Life and Maintenance: Different Cost Structures
Comparing blade life between the two technologies requires comparing different failure modes.
A band saw blade dulls through abrasive wear on the tooth tips. On frozen meat, a typical carbon steel blade requires resharpening or replacement every 4-8 hours of operation. Bi-metal or carbide-tipped blades last longer — 20-40 hours — but cost 3-5 times more. Blade changing downtime is typically 10-15 minutes per change, and resharpening requires a dedicated blade sharpener and trained operator.
An ultrasonic titanium horn does not dull because it does not have a sharp edge. It fails when microscopic fatigue cracks at the blade tip shift the resonant frequency beyond the generator's compensation range. Typical service life is 2,000-5,000 hours on bakery products and 2,000-3,000 hours on frozen meat. Replacement cost for a titanium horn assembly ranges from $380 to $800 depending on geometry. Replacement downtime is 5-10 minutes including recalibration.
The cost per operating hour for blade consumption typically favors ultrasonic on high-throughput lines. A facility running two shifts per day, six days per week, accumulates roughly 5,000 operating hours per year. At this level, a band saw may go through 150-300 blade changes per year depending on blade type. An ultrasonic system may require one or two horn replacements. The annual blade consumption cost for the band saw can exceed the annual horn replacement cost for the ultrasonic system, though the comparison depends heavily on local blade sharpening costs and the specific ultrasonic horn price.
But the maintenance story is not one-sided. An ultrasonic system requires a higher skill level for troubleshooting. When the generator trips or the blade stops cutting cleanly, the operator needs to understand frequency tracking, amplitude settings, and impedance matching. A band saw is mechanically simpler — if it stops cutting, the blade is dull or the tension is wrong. Most plant maintenance teams can diagnose a band saw without calling the manufacturer.
Product Quality: Where Each Technology Creates Different Defects
Band saws produce characteristic defects that processors accept as normal: rough cut surfaces, meat dust adhering to the product, and occasional tear-outs when the blade encounters a change in density (fat cap to lean muscle, for example). On frozen products, the sawing action can cause localized thawing at the cut edge if the blade friction generates enough heat — this is more common with dull blades running at reduced feed rates.
Ultrasonic cutters produce a smooth, glossy cut surface with no dust or rough edges. The boundary-layer liquefaction seals the cut surface, which can improve vacuum seal quality in packaging. However, ultrasonic cutters have their own defect modes. At incorrect amplitude settings, the blade can "chatter" against the product surface, leaving a rippled cut face. On products with very high water content, cavitation can atomize surface moisture into a fine spray that creates a wet appearance on the cut edge.
There is no universally superior cut quality — the acceptable quality level depends on the product's end use. A frozen meat block destined for grinding does not need a glossy cut surface. A portion-controlled steak or retail bakery item does. The quality requirement should drive the technology selection, not the other way around.
Throughput and Line Integration
On straight frozen block cutting, a band saw with a powered feed table can process 8-12 tons per hour on blocks of uniform size. This is difficult for a single-lane ultrasonic cutter to match on the same product — the ultrasonic system's servo indexing and vertical stroke cycle limit throughput to roughly 60-120 cuts per minute, which translates to 3-6 tons per hour on typical block sizes. Multi-lane ultrasonic systems exist but increase capital cost proportionally.
However, band saw throughput drops significantly when products vary in size or shape, because the operator must manually position each piece. Ultrasonic systems with vision-guided indexing maintain their rated throughput across varying product geometries because the conveyor and blade stroke are automatically synchronized.
For integration into automated lines, ultrasonic systems offer a significant advantage. They produce consistent cut spacing that aligns with downstream packaging equipment, and the absence of sawdust eliminates a contamination vector that requires continuous cleaning on band saw lines. The ultrasonic frozen meat cutting machine page shows how these systems are configured with servo conveyors for inline operation.
Capital and Operating Cost Comparison
A commercial band saw suitable for frozen meat block cutting typically costs $15,000 to $40,000 depending on throat size, motor power, and automation level. An equivalent ultrasonic cutting system costs $60,000 to $120,000 including the generator, transducer, horn, servo conveyor, and control system.
The operating cost difference depends on the yield recovery calculation more than the blade or power cost. Power consumption is comparable — a large band saw motor draws 5-7 kW, while an ultrasonic system draws 3-5 kW. The meaningful difference is yield.
A simple payback framework: calculate the annual value of recovered yield (band saw loss percentage minus ultrasonic loss percentage, multiplied by annual throughput and product value per kg). If this exceeds the annualized capital cost difference (ultrasonic capital minus band saw capital, divided by expected equipment life in years), the ultrasonic system is financially justified. If the yield recovery value is less than the capital cost difference, the band saw is the better financial decision regardless of the quality advantages.
When the Band Saw Is the Right Choice
A band saw remains the practical choice in these situations:
- Annual throughput below 1,000 tons — the yield recovery from ultrasonic cutting does not generate enough value to justify the capital premium within a reasonable payback period.
- Products with hard bone or dense inclusions — ultrasonic blades suffer accelerated wear on bone-in products, while band saws handle bone as long as the blade is designed for it.
- Facilities without skilled electrical maintenance — ultrasonic generators, PLCs, and servo systems require troubleshooting capability that some plants do not have in-house.
- Products destined for grinding or further processing — if the cut surface quality does not affect the final product value, there is no yield benefit to justify the ultrasonic premium.
The YL-SS-180 band saw cake cutting machine is an example of a product-specific band saw optimized for a particular application where ultrasonic cutting would not provide proportional value.
When Ultrasonic Cutting Is the Right Choice
Ultrasonic cutting justifies its higher capital cost when:
- The product is high-value per kg — beef tenderloin, salmon fillets, artisan bakery — where yield recovery of even 1% justifies the investment.
- Portion weight consistency is critical — retail packaging with labeled weights, where giveaway above declared weight is pure cost.
- The product sticks to or smears on mechanical blades — high-fat cheeses, sticky confectionery, multi-layer cakes — situations where band saws and mechanical slicers produce unacceptable cut quality.
- The line requires CIP or washdown sanitation — ultrasonic systems with SUS304 frames and sealed generators clean faster than band saws with multiple crevices, blade guides, and bearing housings.
For a broader view of where to position both technologies in a production line, the cutting and slicing equipment overview covers the full range of mechanical and ultrasonic options.
Practical Recommendation: Run the Numbers Before the Technology
The most common mistake in the ultrasonic versus band saw decision is starting with a technology preference and looking for data to support it. The correct sequence is:
- Measure current yield loss on the cutting operation — weigh dust, measure giveaway, document rework from poor cuts.
- Calculate the annual value of potential yield improvement at realistic percentages (2% is a conservative initial estimate for switching from band saw to ultrasonic).
- Compare this value to the annualized capital cost difference over a 5-7 year equipment life.
- Factor in maintenance capability, integration requirements, and product quality needs.
- Make the decision based on the combined analysis, not on the yield number alone.
Ultrasonic cutting is a genuinely better technology for certain applications. Band saws remain the better choice for others. The engineering judgment is knowing which situation you are in.
Related Topics
- How to Cut Frozen Foods Without Cracking or Crushing
- How to Choose the Right Industrial Meat Dicer for Fresh vs Frozen Meat
- When Not to Use Ultrasonic Cutting: An Engineering Guide
We Build Both, So We Can Tell You Which One You Need
HSYL manufactures band saws, mechanical slicers, and ultrasonic cutting systems. We do not have a financial incentive to push one technology over the other. If you send us your product specifications, throughput requirements, and current yield data, our engineering team will provide a recommendation with a payback calculation specific to your line. No obligation, no sales pitch — just the analysis you need to make the right capital decision.
Frequently Asked Questions
How much product does a band saw lose compared to ultrasonic cutting?
Does an ultrasonic cutter replace a band saw in every frozen meat application?
Which technology has lower blade maintenance cost?
Can you retrofit an ultrasonic cutter onto a line currently using band saws?
What is the payback period when switching from band saw to ultrasonic?
Does ultrasonic cutting work on frozen products with bones?
Which technology produces better cut quality for retail packaging?
Related Articles








Get professional consultation
Do you have any questions or need technical support regarding the content of this article? Fill out the form below, and our expert team will provide you with professional solutions.