Ultrasonic cutting sounds like a technology that should not work. A metal blade vibrating 20,000 times per second at a distance measured in microns — and yet it cuts through frozen meat blocks, sticky nougat bars, and delicate mousse cakes with less force than a sharp steel knife requires for bread. The mechanism is not magic. It is a predictable interaction between mechanical resonance, molecular friction, and controlled cavitation that engineers have refined over the past three decades.
This article explains the physics behind each stage of an ultrasonic cutting system, from the electrical input at the generator to the molecular separation at the blade edge. If you are evaluating ultrasonic cutting for a food processing line, understanding these mechanisms is what separates a successful specification from one that generates more maintenance calls than production output.
The Piezoelectric Effect: Where the Vibration Starts
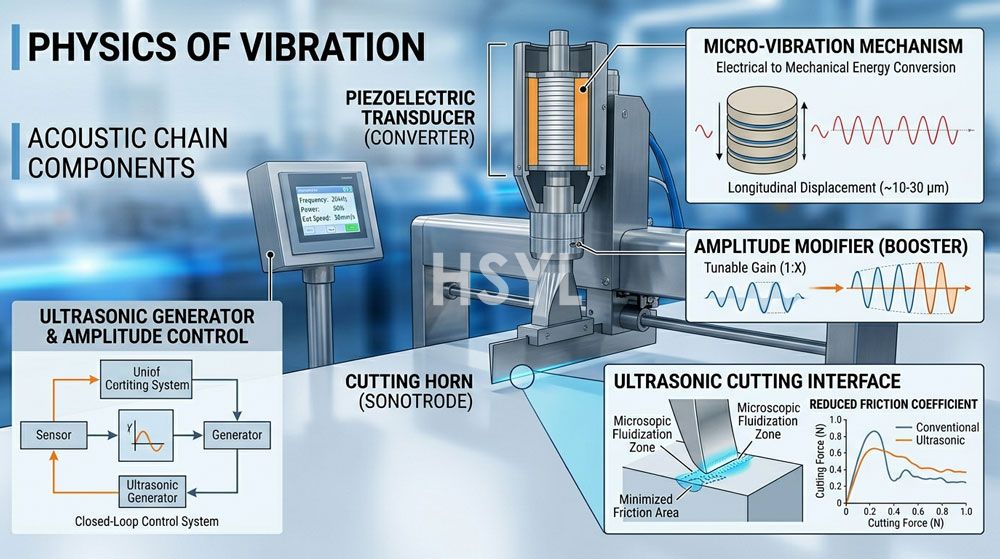
The chain begins with a material property most engineers encounter in sensor design: the piezoelectric effect. Certain crystalline ceramics — typically lead zirconate titanate (PZT) — change shape by a few nanometers when an electric field is applied across them. The reverse is also true: applying mechanical stress to the same ceramics generates a voltage.
In an ultrasonic cutting system, the generator applies an alternating voltage at a specific frequency, typically 20 kHz, to a stack of PZT discs. Each disc expands and contracts by roughly 0.1 microns per volt applied. Stacked together and driven at their mechanical resonant frequency, the combined oscillation at the transducer face reaches 8 to 12 microns of peak-to-peak displacement at 1,000 to 1,500 volts.
The critical engineering detail here is resonance. The ceramic stack has a natural mechanical resonance frequency determined by its thickness, stiffness, and the mass of the components attached to it. The generator must match its driving frequency to this mechanical resonance within a tolerance of roughly ±0.1%. If the frequencies drift apart, the displacement drops to near zero and the system stalls.
The Mechanical Amplification Chain: Transducer to Booster to Horn
Eight to twelve microns of displacement is not enough to cut food. The amplitude must be multiplied by a factor of three to ten before it reaches the product. This is accomplished through a tuned mechanical assembly that acts as a resonant amplifier.
The booster is a metal component, typically titanium or hardened aluminum, that bolts between the transducer stack and the cutting horn. Its shape — a cylinder with a diameter change at a calculated position — functions as a half-wave resonator. The vibration amplitude at the narrow end is higher than at the wide end by a ratio determined by the cross-sectional areas. Typical booster ratios range from 1:1.5 to 1:3.
The horn — also called the sonotrode or the blade — is the final amplifier and the component that contacts the food. It is machined from a single piece of titanium alloy to a specific length that equals one-half wavelength of the ultrasound in that metal. For a 20 kHz system, this length is approximately 125 mm for a titanium horn, though the exact dimension depends on the alloy and the horn geometry.
The horn's geometry — its taper, its cross-sectional profile, and the shape of the blade edge — determines the final amplitude delivered to the cut zone. A properly designed horn amplifies the 8-micron transducer vibration to 30-80 microns at the blade tip, depending on the application requirements. The horn must be machined with a resonant accuracy within 0.1% of the calculated length. Even a 0.5 mm error in horn length shifts the resonant frequency enough to reduce cutting efficiency by 30-40%.
What Happens at the Blade Edge: Cavitation and Boundary-Layer Liquefaction
When the vibrating blade contacts a food product, the mechanism of separation is entirely different from a mechanical knife. A mechanical blade relies on shear stress — the blade edge concentrates force into a small area until the product's internal cohesion fails along the line of the cut. This is a fracture process. It generates debris, compresses soft structures, and smears sticky surfaces.
An ultrasonic blade does not rely on shear. Instead, the rapid oscillation at 20,000 cycles per second creates two effects at the cutting interface:
Boundary-layer liquefaction. At the point of contact, the blade's vibration creates localized frictional heating that raises the temperature of a microscopic layer of the product — typically 10 to 50 microns thick — above its melting or softening point. In a frozen product, this means the ice crystals at the blade interface liquefy. In a fatty product, the fat softens. In an aerated product, the air cell walls rupture cleanly at the contact plane. The blade never actually touches the solid product — it moves through a self-generated liquid boundary layer.
Acoustic cavitation. In products with free water content, the high-frequency pressure waves create microscopic vapor bubbles at the blade edge that collapse during the negative-pressure half of the vibration cycle. This cavitation erodes the product structure along the cut line with minimal mechanical force. This is why ultrasonic blades cut through sticky products like nougat or cheese without dragging — the cavitation pulses prevent adhesion by constantly disrupting the contact interface.
The practical result of these two mechanisms is that the blade experiences virtually no friction resistance during the cut. The power measured at the generator reflects the energy required to maintain the blade vibration, not the force of pushing through the product. This is why an ultrasonic blade can cut through a 100 mm thick frozen meat block using less than 50 N of vertical force, compared to the 300-500 N a mechanical guillotine requires.
Frequency and the Nature of the Cut
The operating frequency of an ultrasonic cutting system determines the number of vibration cycles per second, which directly affects the gentleness of the cut and the size of the cavitation zone. Most industrial food cutting operates at 20 kHz, 35 kHz, or 40 kHz.
| Frequency | Cycle Duration | Amplitude Range | Cavitation Bubble Size | Primary Application |
|---|---|---|---|---|
| 20 kHz | 50 microseconds | 30-80 microns | Larger bubbles, more aggressive cavitation | Frozen meat, dense cheese, hard butter blocks |
| 35 kHz | 28.6 microseconds | 15-40 microns | Medium bubbles, balanced cavitation | Bread, cakes, medium-density bars |
| 40 kHz | 25 microseconds | 10-30 microns | Small bubbles, gentler cavitation | Delicate mousse, soft cheesecake, aerated confections |
The relationship between frequency and cut quality is often misunderstood. Higher frequency does not mean better cutting. It means shorter vibration cycles and smaller cavitation bubbles, which translates to a gentler interaction with the product. The correct frequency is determined by the product's internal cohesion. A frozen meat block at minus 18 degrees Celsius requires the aggressive 20 kHz cavitation to penetrate the ice crystal matrix. A soft mousse cake would be damaged by the same force — it needs the gentler 40 kHz oscillation. For a detailed breakdown of when each frequency is appropriate, read the engineering guide on choosing between 20kHz and 40kHz ultrasonic cutters.
Amplitude: The Force Control
Amplitude — the distance the blade tip travels during each vibration cycle — is the parameter that controls cutting force. At 20 kHz, each cycle occurs in 50 microseconds, so the blade tip velocity is high even at modest amplitudes. A 40-micron amplitude at 20 kHz produces an average blade tip velocity of approximately 2.5 meters per second, which is comparable to the cutting speed of a mechanical band saw.
The correct amplitude setting depends on the product's modulus of elasticity and its fracture toughness. Soft, elastic products require lower amplitudes — typically 20-30 microns — because the blade needs less energy to exceed the product's yield point. Hard, brittle products require higher amplitudes — 50-80 microns — because the blade must create enough cavitation energy to initiate separation before the product can fracture in an uncontrolled manner.
Amplitude is adjusted as a percentage of the generator's maximum output. The standard tuning procedure is to start at 60% amplitude, make a test cut, inspect the surface, and adjust in 5% increments. The target is the lowest amplitude that produces a clean cut with no dragging or tearing. Running higher amplitude than necessary reduces blade life and increases the risk of product surface damage.
Why Ultrasonic Cutting Handles Sticky and Delicate Products That Mechanical Blades Cannot
The difference in mechanism explains the performance gap on difficult products. A mechanical blade cuts by compression and fracture. When it contacts a sticky product like nougat or fresh cheese, the cohesive forces between the product and the blade surface are higher than the internal cohesion of the product itself. The product sticks rather than separates. Operators stop the line to scrape the blade every 15-30 minutes.
An ultrasonic blade avoids this problem because the product never forms a static bond with the blade surface. The 20 kHz vibration creates a constantly changing contact interface. The boundary layer of liquefied product acts as a release film. And the cavitation pulses at the blade edge prevent any particle from adhering long enough to form a bond. The result is that a blade running on sticky nougat at 80 cuts per minute may require cleaning once per shift instead of every fourth tray.
For delicate products, the advantage is the absence of the compressive force that causes mechanical blades to crush aerated structures. Because the ultrasonic blade separates through boundary-layer liquefaction rather than downward shear, the force transmitted into the product body is near zero. A multi-layer mousse cake can be cut without the layers sliding or the base compressing. The same mechanism makes ultrasonic cutting effective for high-volume bakery lines. The ultrasonic cutting production line section shows how these machines are integrated into continuous flow operations.
What Happens When the System Is Not Tuned Correctly
The most common failure mode in an ultrasonic cutting system is not a mechanical breakdown — it is a loss of resonant tuning. This happens when the blade temperature rises during operation and the metal expands, shifting the horn's resonant frequency. A 20-degree Celsius temperature increase in a titanium horn typically shifts the resonant frequency downward by 30-50 Hz. If the generator does not have active frequency tracking (a phase-locked loop), the system drifts off resonance, the amplitude drops, and the blade stops cutting effectively.
The second most common issue is amplitude loss due to transducer degradation. The PZT ceramic discs in the transducer stack can depolarize over time if the generator drives them at high power continuously without allowing cool-down cycles. A depolarized transducer loses up to 40% of its displacement output. This is why generators designed for industrial food cutting include amplitude monitoring that alerts the operator when the power draw to maintain a set amplitude exceeds a threshold — usually the first sign of transducer fatigue.
The third issue arises from incorrect horn mounting. The horn must be clamped at its nodal point — the position along its length where the vibration amplitude is zero. Mounting the horn even 5 mm away from the nodal point bleeds vibration energy into the machine frame, reduces cutting amplitude, and can loosen fasteners over time.
Practical Takeaways for Plant Engineers
Understanding the working principle helps avoid three common specification mistakes.
Mistake 1: Specifying frequency first instead of product analysis. Start with product density and internal structure, then select frequency and amplitude to match. A 20 kHz system running at low amplitude can handle some delicate products, but a 40 kHz system cannot be pushed to cut frozen meat regardless of amplitude.
Mistake 2: Ignoring the mounting structure. The ultrasonic assembly is a resonant system. The frame that supports it must be rigid enough to avoid absorbing vibration energy. A lightweight frame or a poorly damped mounting bracket reduces cutting efficiency by 15-25% compared to a properly designed support structure.
Mistake 3: Assuming blade life is the same across all products. The same titanium horn that lasts 5,000 hours on cheesecake may last 2,000 hours on granola bars with almonds. The hard inclusions create localized stress concentrations at the blade edge that initiate microcracks. This is not a defect — it is a predictable wear pattern that should be factored into spare parts planning.
For a broader comparison of when ultrasonic cutting outperforms mechanical methods and when it does not, the article on ultrasonic vs mechanical cutting in bakery processing provides the trade-off analysis by product type.
Related Topics
- How to Choose 20kHz vs 40kHz Ultrasonic Cutter
- Ultrasonic vs Mechanical Cutting in Bakery Processing
- When Not to Use Ultrasonic Cutting: An Engineering Guide
Talk to Engineers Who Design These Systems
HSYL builds ultrasonic cutting systems for food processing lines across multiple product categories. If you have a specific product and want to know whether ultrasonic cutting will improve your yield or solve a sticking problem, send us the product description and line speed. Our engineering team will assess the application and recommend the frequency, amplitude, and blade geometry. We also offer cut testing with your product at our factory.
Frequently Asked Questions
How does an ultrasonic blade cut without being sharp?
What happens if the ultrasonic blade hits a hard object like bone or a nut?
Why does ultrasonic cutting work on sticky foods like nougat or cheese?
Can the ultrasonic frequency be adjusted during operation?
Does ultrasonic cutting generate heat that damages the product?
What is the difference between ultrasonic cutting and ultrasonic machining?
How does the generator maintain consistent cutting when the blade heats up?
What power consumption does a typical ultrasonic cutting system require?
Related Articles









Get professional consultation
Do you have any questions or need technical support regarding the content of this article? Fill out the form below, and our expert team will provide you with professional solutions.