How Vacuum Freeze Dryer Works: Physics and Engineering
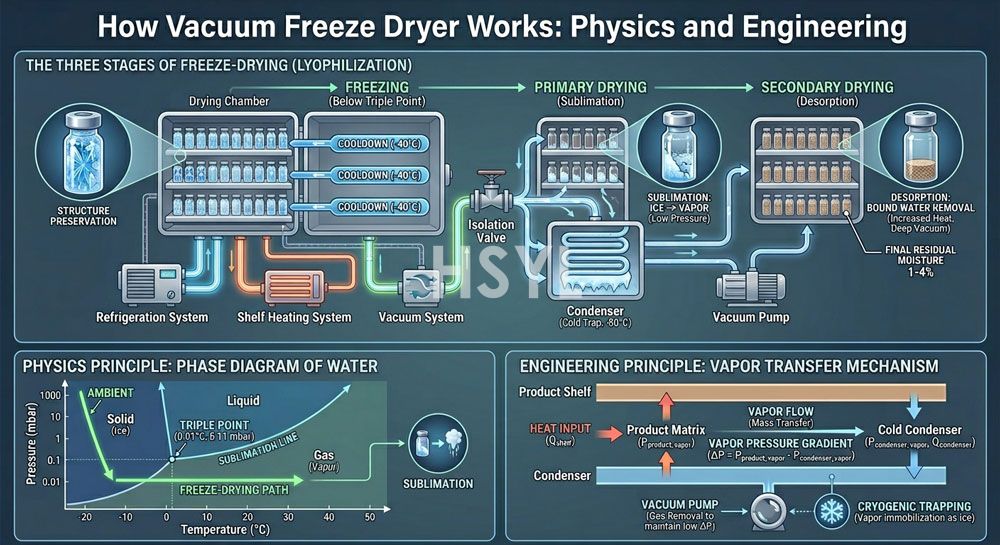
A practical engineering walkthrough of industrial vacuum freeze dryers — sublima...




Automatic ultrasonic frozen cake cutting machine for ice cream cakes and frozen mousse desserts. Clean cuts at -18°C to 0°C, SUS316L contact parts, servo-controlled gantry, turnkey line integration.
The automatic ultrasonic frozen cake cutting machine is designed for industrial bakeries and frozen dessert plants that need to slice ice cream cakes, frozen mousse cakes, and layered tiramisu blocks at temperatures between approximately -18°C and 0°C. At these temperatures, products are brittle in the fat and ice crystal matrix yet still adhesive at any surface warmed by friction, which makes conventional mechanical cutting unreliable for both appearance and yield.
| Parameter | Specification Details |
|---|---|
| Model Designation | HSYL-UC-580F |
| Applicable Product Temperature | Approx. -18°C to 0°C (frozen and semi-frozen products) |
| Blade Vibration Frequency | 20 kHz / 40 kHz (dual-frequency configuration available) |
| Acoustic Generator Power | Approx. 800–1,500 W per transducer station |
| Blade Amplitude (Peak-to-Peak) | Approx. 60–100 µm, adjustable via HMI |
| Servo Positioning Repeatability | Approx. ±0.1 mm across full cut width |
| Maximum Cut Frequency | Approx. 30–80 cuts/min (product density and temperature dependent) |
| Production Throughput | Approx. 400–1,200 kg/h (depending on slab dimensions and cut pattern) |
| Conveyor Infeed Width | Approx. 400–900 mm (custom widths on request) |
| Blade Contact Material | Ti-6Al-4V titanium alloy, electropolished with a smooth food-contact finish |
| Frame & Structural Material | SUS304 structural frame with SUS316L in all food-contact zones |
| Control System | PLC with touchscreen HMI and storage for multiple product recipes |
| Power Supply | 380 V / 3 Ph / 50 Hz standard (other voltages on request) |
| Machine Dimensions (L × W × H) | Approx. 2,200 × 1,100 × 1,800 mm |
| Machine Weight | Approx. 420 kg |
| Ingress Protection Rating | IP65 for full hot-water washdown in the cutting area |
| Certifications | CE, HACCP-design compliant |
Frozen desserts such as ice cream cakes, multi-layer mousse cakes, and tiramisu blocks present a difficult combination of mechanical properties: the internal structure is brittle at low temperatures, while surface zones can warm and become adhesive when subjected to friction. Conventional disc or wire blades apply compressive force at the cut line, which can crack glazes, delaminate cream layers, and cause melted product to stick to the blade.
The automatic ultrasonic frozen cake cutting machine addresses both the compressive fracture and frictional adhesion mechanisms. The piezoelectric transducer stack drives a Ti-6Al-4V titanium alloy blade horn at ultrasonic frequency, producing longitudinal vibrations that re-contact the product surface tens of thousands of times per second. At this frequency, the dynamic friction coefficient at the blade–ice interface is significantly lower than that of a static blade, so the blade passes through frozen structures with less force and less heat at the cut.
In practical terms, this means fewer glaze cracks at corners, reduced cream layer separation, and cleaner cut surfaces on ice cream cakes and frozen desserts. The machine enables producers to cut products at the temperatures required for shelf-life and handling without sacrificing appearance or increasing rework.
A servo-controlled gantry positions the ultrasonic blade over the conveyor and executes straight, cross, and angled cuts according to the active recipe. Positioning repeatability on the order of ±0.1 mm helps keep portion size and geometry within tight tolerances even when throughput is increased. Products can be cut into slices, segments, or smaller blocks depending on how the cut patterns are defined.
Product and cut parameters such as slab size, number of cuts, spacing, and angles are stored as named recipes in the HMI. Operators select the appropriate recipe for each product family—for example, a tall ice cream cake for retail, a low slab for airline catering trays, or a rectangular mousse cake for food service—and the machine adjusts motion and cutting sequences accordingly.
Because cutting is performed automatically according to the programmed motion, the need for manual marking and repositioning of products is reduced. This supports consistent output across shifts and simplifies training for new operators in frozen dessert plants.
The automatic ultrasonic frozen cake cutting machine is typically installed after blast freezers or hardening tunnels in frozen dessert plants. Products such as round ice cream cakes, rectangular slabs, tiramisu blocks, and layered mousse desserts enter the cutting zone on trays or carriers once they reach the defined temperature window.
Producers of branded ice cream cakes use the machine to achieve clean portioning while keeping mirror glazes, ganache layers, and decorative toppings intact. Airline catering kitchens use it to cut frozen dessert slabs into tray-compatible shapes with consistent portion weights. Central kitchens supplying food service customers rely on stable slice dimensions and clean edges to simplify plating, thawing performance, and visual presentation.
By cutting at the correct frozen or semi-frozen state, the machine supports both quality and food safety requirements, particularly where products must be handled at low temperatures up to the point of packaging and cold storage.
The ultrasonic frozen cake cutter is usually part of a broader frozen dessert line that includes mixing, filling, freezing or hardening, cutting, and packaging. For projects that combine frozen desserts with other bakery products, the cutter can be integrated into line concepts defined in the bakery and cereal solutions portfolio at industrial bakery and cereal production line solutions, ensuring that tray formats, freezing times, and cut patterns are aligned from the start.
Downstream of the cutter, products can be transferred directly into packaging systems referenced under food packaging systems for bakery and frozen desserts, including carton loading and box packing. Transfer conveyors and accumulation zones are designed so that portions remain stable as they move from cutting to packaging equipment.
For plants planning full-line upgrades or new installations, layout options and utility requirements are often developed within the framework of Hongsheng Yuanlin turnkey solutions. This helps position the frozen cake cutter correctly relative to freezers, storage areas, and packaging rooms while maintaining safe access and efficient traffic flow.
All food-contact zones on the frozen cake cutter are fabricated from stainless materials suitable for frozen dessert production, with SUS316L used in key contact areas and SUS304 used for the structural frame. Surfaces are designed with appropriate finishes and minimal horizontal ledges to reduce accumulation of residues and frost. Guards and covers are configured so that sanitation and maintenance teams can access blades, guides, and conveyor surfaces during cleaning.
The electrical and control components are housed in an IP65-rated enclosure appropriate for washdown in the cutting area. Safety systems include emergency stop circuits and interlocked guards that prevent blade motion when access doors are open. During implementation, Hongsheng Yuanlin works with customer teams to align safety and cleaning procedures with local regulations and internal standards.
Service support includes installation assistance, commissioning, and training on ultrasonic system operation, blade handling, and routine inspections. Recommended spare blades, transducers, and key wear parts are identified so that frozen dessert producers can maintain stable cutting performance over extended production schedules.










A practical engineering walkthrough of industrial vacuum freeze dryers — sublima...

Honest ROI framework for industrial pet food freeze dryers. How plant managers s...
Why a 2026 “Top 10” List Looks Different From 2022Industrial freeze drying stopp...
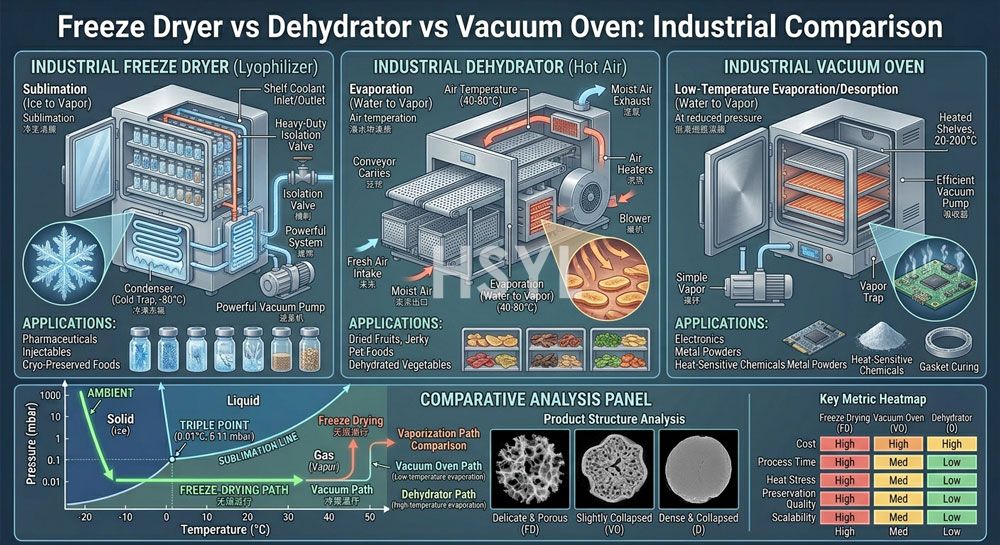
Industrial comparison of freeze dryers, dehydrators, and vacuum ovens. How each ...