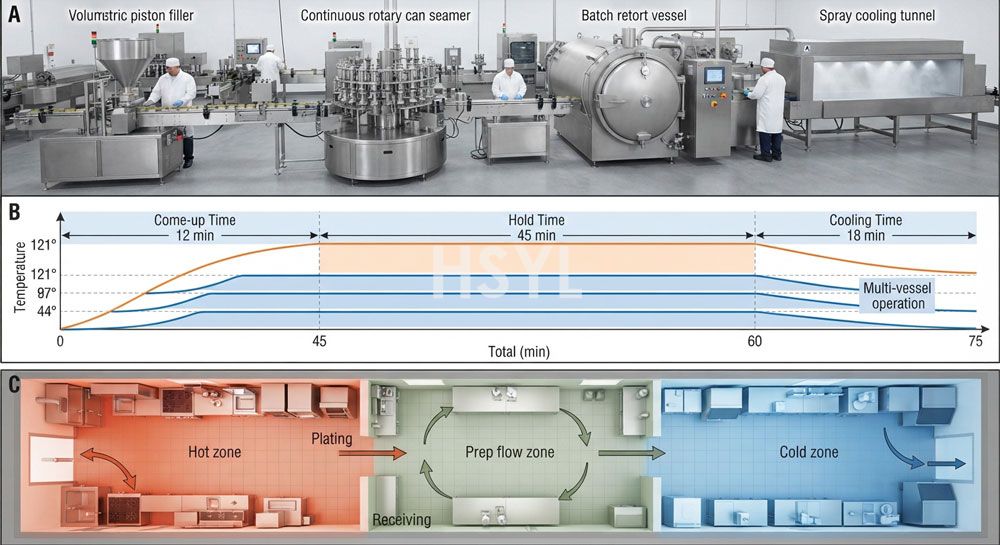
Commercial Kitchen Layout Planning: Hot Zone, Cold Zone and Prep Flow
Most commercial kitchen layout problems trace back to a single planning failure:...
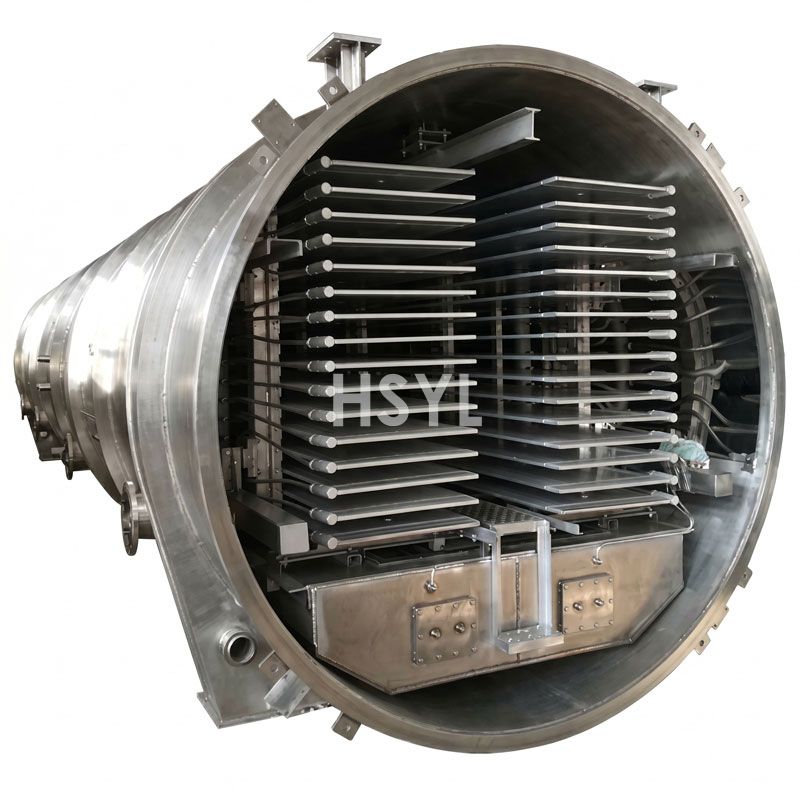



High-efficiency industrial vacuum freeze dryer for candy & confectionery. 50-200kg/batch capacity, -85°C cold trap, PLC control. Request a turnkey quote.
Each unit is calibrated for high-sugar confectionery processing, ensuring that the vapor pressure differential is maintained across all shelves for uniform drying results. Below are the standard industrial parameters for our mid-to-large capacity series.
| Model Parameter | HS-FD100 Series (Mid-Scale) | HS-FD200 Series (Industrial) |
|---|---|---|
| Batch Capacity | 100 kg per batch | 200 kg per batch |
| Shelf Area | 10.5 m² | 21.0 m² |
| Cold Trap Temp | -60°C to -85°C | -60°C to -85°C |
| Ultimate Vacuum | < 5 Pa | < 5 Pa |
| Power Requirement | 18.5 KW (380V/50Hz) | 32.0 KW (380V/50Hz) |
| Chamber Material | SUS304 / SUS316L | SUS304 / SUS316L |
The primary engineering challenge in candy lyophilization is the high concentration of sucrose and glucose, which lowers the eutectic temperature. Our vacuum freeze dryer systems utilize a PID-controlled heating shelf system that micro-adjusts temperatures based on thermal sensor feedback from the product core. This prevents the "sticky center" phenomenon common in lower-grade dryers, ensuring every marshmallow, gummy, or fruit-based candy maintains its 3D geometry and vivid color.
Furthermore, because freeze-dried sweets are extremely hygroscopic, they must be moved immediately to secondary processing. Integrating these units with automated food packaging systems is a critical step in preserving the crunchy texture. Our engineers provide full layout design to ensure the humidity-controlled transition from the chamber to the sealing phase is seamless and efficient.
Effective candy drying relies on the refrigeration system's ability to keep the cold trap temperature significantly lower than the product temperature. Our Dual-Stage Compressor System (Bitzer or GEA-Bock brands) ensures that even during peak sublimation—when vapor release is at its maximum—the cold trap maintains a stable -80°C icing surface. This prevents vapor from entering the vacuum pump, extending the lifespan of the vacuum seals and preventing downtime in a high-throughput factory environment.
HSYL equipment is manufactured under ISO 9001:2015 quality management systems. For our North American and European clients, we ensure full CE certification and support for USDA-grade washdown compliance. Our engineering team doesn't just ship hardware; we provide full installation and 12-month on-site commissioning to ensure your operators are trained on optimizing specific drying curves for different candy formulations. Spare parts kits and 24/7 remote technical diagnostic support come standard with every industrial installation.
Professional confectionery freeze-drying requires precision engineering to turn a commodity into a premium shelf-stable snack. Contact HSYL today for a custom Equipment Layout Design and a detailed ROI Projection based on your specific production volumes. Our technical directors are standing by to provide a competitive quote and test operation videos for your evaluation.












Most commercial kitchen layout problems trace back to a single planning failure:...

When a canned fish or canned vegetable line underperforms its nameplate output, ...

The croissants came out of the oven at 7:42 on a Tuesday morning with bottoms ba...

When investors and plant managers request a fish canning line quotation, the num...