
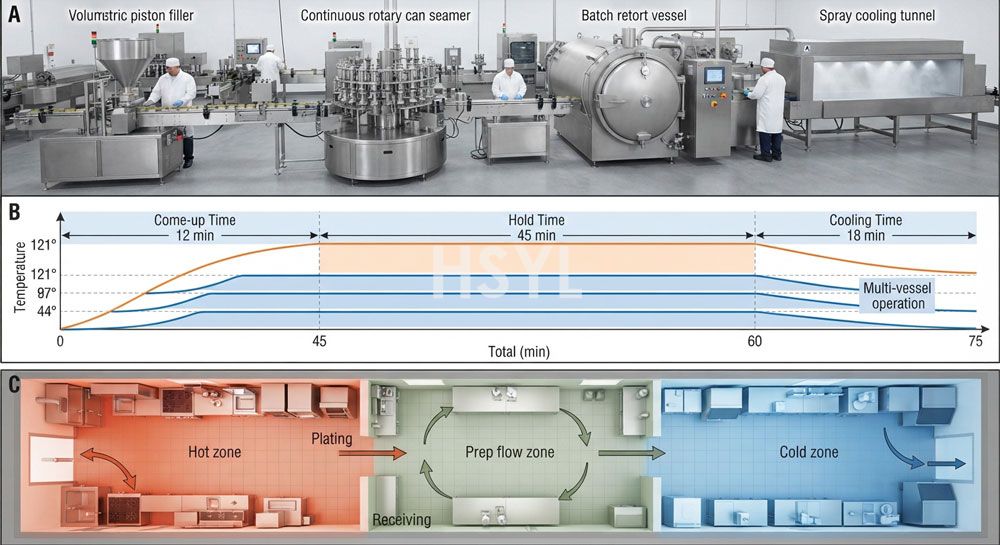
Canning Line Bottlenecks: Filling, Seaming, Retort or Cooling?
When a canned fish or canned vegetable line underperforms its nameplate output, ...


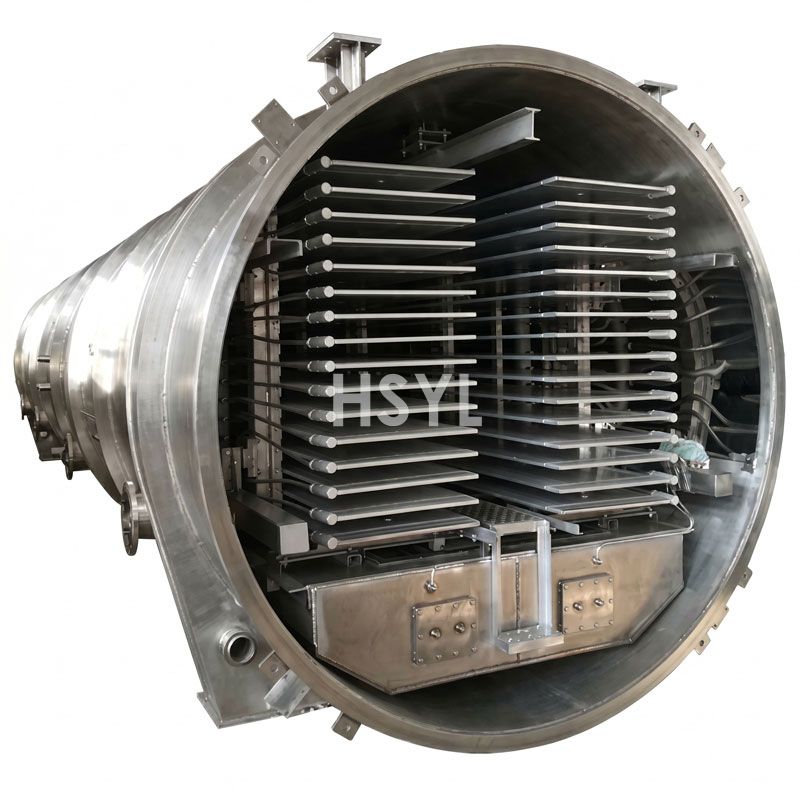

Industrial-grade Laboratory Vacuum Freeze Dryer with -80°C cold trap and 0.5m² shelf area. Engineered for R&D centers and pilot plant trials.
The HSYL Laboratory Vacuum Freeze Dryer is engineered to bridge the gap between experimental formulations and full-scale industrial production. Designed for research institutes, pharmaceutical laboratories, and food development centers, this high-precision lyophilizer ensures the preservation of biological activities and nutritional integrity through advanced sublimation technology. By maintaining a vacuum level below 5 Pa and a cold trap temperature reaching -80°C, it provides an ideal environment for establishing optimal drying curves for heat-sensitive materials.
| Model Specification | HSYL-FD-05L (Standard Lab) | HSYL-FD-10P (Pilot Scale) |
|---|---|---|
| Ice Condensing Capacity | 6 kg / 24h | 12 kg / 24h |
| Shelf Temperature Range | -50°C to +70°C | -60°C to +80°C |
| Lowest Cold Trap Temp | -80°C | -85°C |
| Ultimate Vacuum Level | < 1 Pa (Empty/Dry) | < 0.5 Pa (Empty/Dry) |
| Control System | PLC + 7" LCD Touch Screen | PLC + 10" HMI + Data Logging |
| Chamber Material | SUS304/SUS316L (Optional) | SUS316L (Standard) |
Unlike standard entry-level lab units that rely on unreliable electric heating wires, our laboratory vacuum freeze dryer utilizes a silicone oil circulation system for shelf temperature control. This industrial-grade mechanism ensures a temperature uniformity of ±1°C, which is critical when determining the eutectic point of complex probiotics or biological extracts. Proper thermal management allows users to transition successfully from lab trials to large-scale operations using our vacuum freeze dryer systems without re-calculating heat transfer coefficients.
The hermetic refrigeration group, powered by global Tier-1 compressors, facilitates rapid pre-freezing directly on the shelves. This eliminates the need for external deep freezers, reducing sample handling and potential contamination. For processors looking to expand into commercial volumes, understanding the baseline metrics established on this pilot unit is the first step toward building a full drying dehydrating machines facility capable of multi-ton daily throughput.
The integrated PLC system provides more than just basic ON/OFF functionality; it offers comprehensive Drying Curve Management and automated pressure rise tests. Operational parameters are visualized in real-time on a high-definition HMI, allowing engineers to monitor the transition from primary to secondary drying phases. The software architecture supports multi-stage recipe storage, enabling the reproduction of identical drying environments for consistent quality across different pilot batches.
For high-value ingredients like durian extracts, instant coffee crystals, or pharmaceutical precursors, the chamber includes a vacuum-breaking valve with an air filtration system (0.22 micron) to ensure that the material is not exposed to atmospheric contaminants during the final unloading phase. This focus on GLP/GMP compliance makes HSYL machinery the preferred choice for R&D centers focused on high-end product development.
While primarily utilized for research, this unit is robust enough for small-batch commercial production of premium items like bird's nest or biological reagents. The compact footprint allows for easy installation in standard lab spaces, requiring only a stable 220V/50Hz power supply and basic ventilation for the air-cooled vacuum pump. Its modular design allows for future integration of stoppering mechanisms for vial applications or manifold ports for flask drying, ensuring long-term investment protection as research requirements evolve.
HSYL stands behind every Laboratory Vacuum Freeze Dryer with complete CE/UL certification and comprehensive technical documentation. Our service commitment includes Installation and Commissioning (I&C) support, either on-site or via remote high-definition video guidance. We maintain a strategic inventory of critical wear parts—including fluorine-lined seals and thermal sensors—to ensure minimal downtime for your research operations. Every unit undergoes a 48-hour continuous "Factory Acceptance Test" (FAT) at under 1 Pa vacuum to guarantee hermetic integrity before shipping.
Are you ready to optimize your lyophilization parameters and scale your production? Contact HSYL's engineering team today for a detailed technical quote or a customized equipment layout design. We also provide test operation videos using your specific raw materials to guarantee performance.












When a canned fish or canned vegetable line underperforms its nameplate output, ...
Most commercial kitchen layout problems trace back to a single planning failure:...

The croissants came out of the oven at 7:42 on a Tuesday morning with bottoms ba...

When investors and plant managers request a fish canning line quotation, the num...