
HACCP Points in Canned Food Production Lines: CCPs, Critical Limits and Verification
HACCP points in canned food production lines: the seven HACCP principles applied...




Process carrots, mushrooms, and taro on a single system. Our vegetable chips vacuum fryer offers advanced PLC recipe memory and massive vapor condensation capabilities.
Modern snack manufacturers require immense processing flexibility to capitalize on the trending mixed vegetable crisp market. Relying on dedicated, single-use mechanical lines for every individual vegetable type is financially unviable for agile factories. Designed explicitly as a multi-crop workhorse, this commercial vacuum fryer navigates the wildly divergent moisture thresholds of carrots, taro, shiitake mushrooms, and snap peas seamlessly. By dropping the atmospheric pressure, the equipment boils off intrinsic vegetal water at low temperatures (typically 80°C to 95°C), perfectly preserving the specific organoleptic properties—color, geometry, and micronutrients—of each distinct crop.
The core struggle of mixed-vegetable production lies in the drastic variance of dry matter content. A dense root like a potato behaves entirely differently under thermal load than a highly porous mushroom. To eradicate human error during shift changeovers, the main electrical cabinet is fitted with an advanced Siemens PLC framework capable of storing multiple distinct dehydration profiles.
Operators simply select the corresponding raw material icon on the touchscreen. The system autonomously modulates the heat exchanger dosing valves, the required vacuum holding duration (-0.098 MPa), and the exact variable-frequency de-oiling RPM required to lock in the crunch without shattering fragile stem vegetables.
Vegetables such as daikon radishes or pumpkins consist of over 85% water. When a 300 kg batch is introduced to the hot oil under deep vacuum, the instantaneous vapor explosion is catastrophic for standard pumps. We engineer the unit with a drastically expanded shell-and-tube water condenser area (measured in square meters). This massive heat-exchange footprint traps the expelled vapor cloud immediately, converting it back to liquid before it can bypass into the Roots blower. This thermal safeguard ensures that the vacuum degree does not fluctuate, guaranteeing an identical crispness curve for every single batch.
Transitioning from raw, earthy vegetables to premium packaged snacks requires rigorous upstream material preparation. High-volume B2B producers usually connect this flexible frying module to automated, continuous pre-treatment zones. For example, when running orange root crops, integrating an upstream Carrot Processing Line guarantees uniform slice geometry and consistent blanching, which is mandatory to halt enzymatic browning. By synchronizing the upstream washing and blanching rhythm directly with the batch capacity of the vacuum fryer, plant managers achieve a harmonious, high-efficiency material flow.
| System Frame | Throughput per Batch (kg) | Vegetable Type Versatility | Saved Recipe Profiles | Water Condenser Area (m²) | Vacuum Pressure (MPa) | Oil Reflux Control | Installation Dimensions (mm) |
|---|---|---|---|---|---|---|---|
| VF-MX150 | 150 kg | Roots, Fungi, Stems, Beans | Up to 50 PLC Slots | 25 m² | -0.095 to -0.098 | Automatic Dynamic Valve | 3200 * 2400 * 2600 |
| VF-MX300 | 300 kg | Roots, Fungi, Stems, Beans | Up to 50 PLC Slots | 40 m² | -0.095 to -0.098 | Automatic Dynamic Valve | 4200 * 2800 * 3100 |
Food plants processing soil-grown vegetables face intense microbial scrutiny. Complying with FDA standards in fruit processing and vegetable dehydration dictates that no unhygienic dead-zones exist within the fryer's hot oil zones. We fully construct our chambers using ultra-smooth SUS304 stainless steel with continuous, radiused hygienic welds. In addition to equipped CIP (Clean-In-Place) ports, the pneumatic lifting arm allows total removal of the frying basket and internal drive shafts, yielding 100% visual access for QC inspectors during daily washdowns.












HACCP points in canned food production lines: the seven HACCP principles applied...
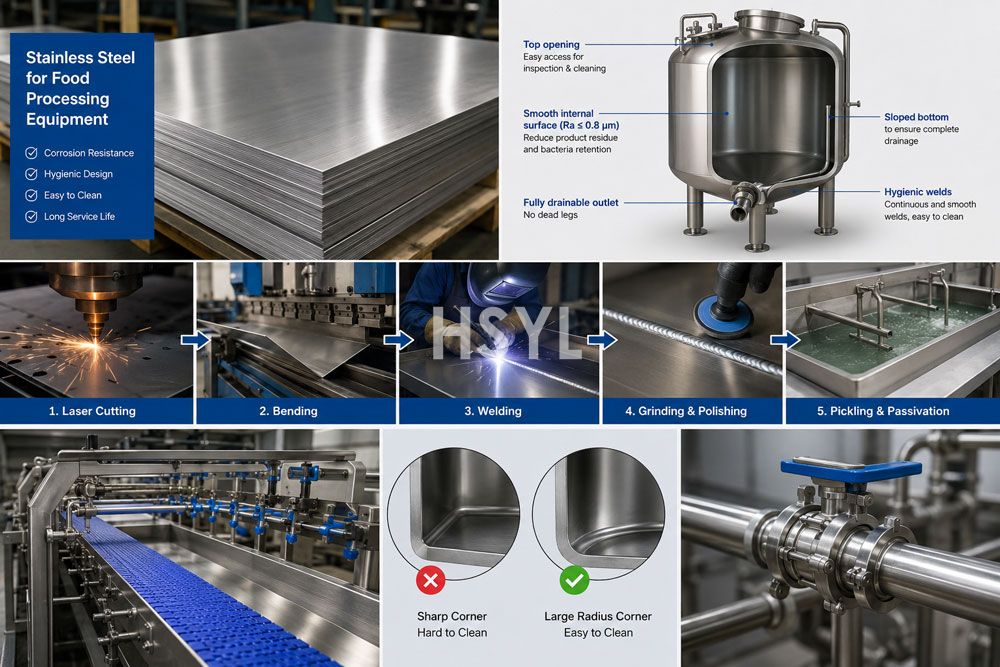
Stainless steel is the standard material for industrial food processing equipmen...

Why commercial kitchens need separate clean and dirty flow design: food safety r...

Direct AnswerBuilding a canned beans production line for export markets is a pro...