Tuna and sardine canning both end at the same destination — a hermetically sealed metal can of preserved fish capable of multi-year ambient storage — but the equipment journey to reach that destination diverges at nearly every stage. Treating them as interchangeable processing lines is among the most expensive planning errors a cannery project can make. A tuna line built for sardine throughput wastes capital on heavy pre-cooking and automated filling capacity that sardines do not require. A sardine line pushed into tuna production lacks the pre-cooking tunnels, loin handling infrastructure, and chunk-filling automation that tuna throughput demands.

This comparison guide walks through each major equipment category where tuna and sardine canning lines diverge — from raw material receiving through pre-processing, filling, seaming, retort processing, and downstream packaging — quantifying the practical differences a plant designer or production manager must understand before specifying equipment for either product category. The framework assumes medium-scale commercial operations producing for both domestic and export markets rather than artisanal micro-canneries or industrial mega-plants at the extremes of the scale spectrum.
1. Raw Material Receiving and Pre-Processing: Different Starting Points
The equipment divergence begins at the receiving dock. Tuna and sardine arrive at the cannery in fundamentally different physical conditions, requiring different handling infrastructure from the moment the truck or vessel delivers catch to the plant.
| Receiving Factor | Tuna Line | Sardine Line |
|---|---|---|
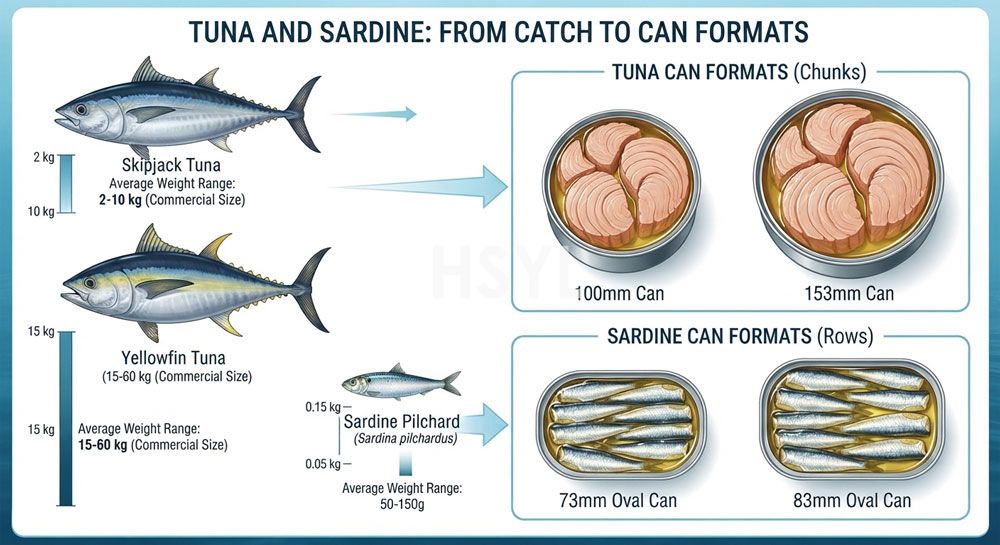
| Typical Delivery State | Frozen whole fish in 25–60 kg blocks, or chilled fresh whole fish on ice. Skipjack, yellowfin, and albacore dominate global supply. Average whole-fish weight 1.5–8 kg. | Fresh chilled whole fish on ice, occasionally frozen blocks for off-season supply. Atlantic pilchard, Pacific sardine, and related small pelagic species. Average whole-fish weight 50–150 g. |
| Thawing Equipment (Frozen Supply) | Large-scale thawing tanks or air-thawing tunnels sized for multi-tonne batches. Water immersion thawing at controlled temperature takes 4–8 hours per tonne. Stainless steel construction resistant to saltwater corrosion. | Smaller thawing tanks or spray thawing stations. Cycle times shorter due to small fish size. Often integrated with initial washing operation as combined stage. |
| Initial Washing and Grading | Drum washers with heavy-duty construction sized for large fish. Grading by species and weight class using roller graders or automated optical grading. Manual sorting tables for quality rejection. | Vibratory or drum washers handling high counts of small fish. Grading by length and fat content using specialized small-fish grading equipment. Quality sorting on conveyor belts with manual pickers. |
| Holding Storage | Chilled holding tanks or iced totes with drainage. Capacity sized for 4–8 hour processing window between deliveries. Single tote holds 200–500 kg whole tuna. | Chilled holding tanks with continuous immersion in refrigerated seawater or flake ice. Capacity sized for 2–4 hour window due to faster quality degradation in small pelagics. Higher surface-area-to-volume ratio means faster temperature equilibration but also faster quality loss. |
Why Sardines Are More Time-Sensitive: Small pelagic fish deteriorate faster than large tuna after catch due to higher enzymatic activity per unit mass, higher surface-to-volume ratio accelerating bacterial colonization, and lipid composition more prone to oxidation. A sardine line must move received fish through processing within 4–6 hours of arrival under proper chilled conditions. A tuna line can extend frozen storage for weeks and chilled storage for 24–48 hours without significant quality loss. This difference propagates downstream through every equipment specification decision.
2. The Decisive Divergence: Pre-Cooking Equipment
The single largest equipment difference between tuna and sardine canning lines is the pre-cooking stage. Tuna must be cooked before canning; sardines typically are not. This single process difference drives more equipment investment, floor space allocation, and operational complexity than any other factor in the comparison.
Tuna Pre-Cooking: Steam or Hot Water Batch Cooking
Whole tuna (or large dressed sections) are cooked before butchering to facilitate loin separation from skin and bone. Pre-cooking denatures muscle proteins, firms the flesh for clean loin extraction, and loosens the skeletal structure. Without pre-cooking, mechanical separation of usable loin from bone and skin becomes impractical at commercial scale.
Two pre-cooking technologies dominate:
- Steam Pre-Cooking Cabinets: Whole fish arranged on perforated stainless steel trays or hanging from rack systems enter large steam cabinets. Live steam at atmospheric pressure surrounds fish for 1–4 hours depending on fish size. Skipjack weighing 1.5–3 kg typically cooks in 1.5–2.5 hours. Yellowfin exceeding 5 kg may require 3–4 hours. Cooking completion verified by internal temperature probe reaching 70–75°C at the thickest section behind the head. Steam cabinets resemble large batch steamers and may use equipment functionally similar to HSYL's commercial steam cooking cabinets at smaller scale, though industrial tuna pre-cookers are typically custom-fabricated vessels sized for multi-tonne batches.
- Hot Water Immersion Pre-Cooking: Fish submerged in heated water tanks at 85–95°C for durations similar to steam cooking. Hot water immersion produces more uniform external cooking but generates larger volumes of contaminated wastewater requiring treatment. Some operations use heated brine instead of fresh water to impart initial salt penetration.
Either method requires substantial dedicated floor space (typically 30–80 square meters for the pre-cooking bay including loading, unloading, and cooling areas), significant steam generation capacity (500–2,000 kg/h during peak cooking cycles), and labor for tray loading, fish handling, and doneness verification.
Sardine Pre-Processing: Brining and Drying Instead of Cooking
Sardines skip the pre-cooking step entirely in most traditional canning processes. Instead, headed and gutted sardines undergo brining and optional air-drying before packing:
- Brining Tanks: Sardines immersed in 8–15 percent salt brine for 15–60 minutes depending on size and target salt content in finished product. Brining seasons the flesh, firms texture through partial protein denaturation, and extends shelf stability through reduced water activity. Multiple tanks operate in parallel to maintain line throughput.
- Optional Air Drying: Some premium sardine products air-dry brined fish on mesh conveyor belts for 30–120 minutes to reduce surface moisture and improve oil adhesion before packing. Drying tunnels with forced air circulation and humidity control represent additional equipment investment but deliver visual quality improvements in finished product appearance.
- Alternative Pre-Frying (Mediterranean Style): Some regional sardine canning traditions — particularly Portuguese, Spanish, and Moroccan producers — fry sardines briefly in vegetable oil before packing. This requires dedicated continuous fryers with oil filtration systems, temperature-controlled holding tanks, and oil makeup infrastructure. Fried sardine production differs sufficiently from raw-pack sardine production that the two cannot share equipment infrastructure efficiently.
Equipment Cost Reality: A medium-scale tuna line's pre-cooking bay represents 15–25 percent of total equipment capital investment. A comparable sardine line's brining and drying equipment represents 3–8 percent of total capital. This single category difference explains much of the capital cost gap between the two line types — a tuna line of equivalent daily output capacity typically costs 1.7 to 2.4 times the capital of a sardine line.
3. Butchering and Cleaning: Manual Skill Versus Automated Cutting
After pre-cooking (for tuna) or heading and gutting (for sardines), the next equipment category addresses separation of usable flesh from bones, skin, and viscera.
| Processing Stage | Tuna Line Equipment | Sardine Line Equipment |
|---|---|---|
| Initial Butchering | Manual butchering tables where skilled workers use specialized knives to separate cooked tuna into loin sections (dorsal, ventral, tail loins). Head and viscera removed. Skin and dark meat (bloodline) separated from white loin meat. Capacity: 8–15 workers per tonne of cooked fish per hour. | Automated heading and gutting machines for sardine-size fish. Rotary or inline machines process 60–200 fish per minute per unit. Manual backup for oversized or undersized fish that machine cannot handle. |
| Loin Cleaning | Manual cleaning tables where workers trim loin sections to remove residual bone fragments, skin patches, dark meat, and bruised tissue. Quality inspection at this stage determines final product grade (solid pack, chunk, flake, grated). | Optional secondary cleaning conveyors for visual inspection and removal of damaged fish, parasitized individuals, or quality rejects. Limited manual trimming needed due to small fish size. |
| Cutting and Portioning | Automated loin cutting machines portion loins into can-sized chunks of specified weight range. Hydraulic guillotine cutters or rotary blade systems. Each cut piece weighed by in-line check weighers; out-of-spec pieces diverted to flake or grind product streams. | No portioning equipment required. Whole sardines are packed in their natural form. Sardines selected and grouped by length to fit specific can sizes, but no cutting occurs. |
| By-Product Handling | Substantial by-product streams (skin, bone, dark meat, viscera) routed to fish meal processing, pet food manufacturing, or industrial oil extraction. By-product handling equipment includes conveyors, holding tanks, and possibly on-site reduction equipment. By-product value represents 10–25 percent of total product value. | Limited by-product stream (heads, viscera, reject fish). Usually diverted to fish meal or waste disposal without dedicated recovery equipment. By-product value minimal due to small individual fish size and lower processing volume per tonne of finished product. |
The labor intensity difference at this stage is profound. A tuna cannery typically employs 40–80 production workers per shift in butchering and cleaning operations alone, representing the single largest labor cost center in the facility. A sardine cannery of equivalent output capacity might employ 15–30 workers across the same functional area, with automated heading and gutting equipment absorbing most of the manual labor.
4. Filling Equipment: The Most Visible Divergence
Filling — placing fish into cans — is where the equipment difference between tuna and sardine lines becomes most apparent to facility visitors and most consequential for capital budgeting.
Tuna Filling: Automated Chunk and Solid Pack Systems
Modern tuna canneries use automated filling equipment designed to place pre-cut loin chunks or whole loin sections into cans at speeds matching the seamer capacity. Three filling approaches predominate:
- Volumetric Chunk Fillers: Pre-cut tuna chunks metered into cans by volumetric cavities sized to specific can dimensions. Fill weight accuracy typically plus or minus 5 to 10 percent. Suitable for chunk and grated tuna products where piece geometry is irregular and some weight variation is acceptable. Throughput ranges 150–400 cans per minute per filling head.
- Weight-Controlled Solid Pack Fillers: Whole loin sections placed on load cells; servo-driven mechanism trims loin to exact target weight before depositing in can. Fill accuracy plus or minus 1 to 3 percent. Required for premium solid-pack tuna products where USDA or equivalent grading standards mandate minimum solid meat content. Throughput lower than volumetric systems — typically 80–200 cans per minute.
- Manual Filling for Premium Products: Specialty albacore or single-species premium lines may use manual filling where workers place loin sections by hand for visual quality control. Throughput limited to 15–25 cans per minute per operator. Reserved for high-margin retail products where premium positioning justifies labor cost.
Sardine Filling: Manual Packing Remains Dominant
Despite decades of automation development, sardine canning retains a high manual packing component for most premium and traditional products. The geometric challenge of arranging multiple small fish in a single can with consistent visual presentation has proven difficult to fully automate:
- Manual Packing Conveyors: Operators receive headed, gutted, brined sardines at packing stations. Each operator manually arranges 4–12 sardines per can depending on can size and product format. Fish may be packed flat (single layer), cross-packed (two layers in opposite directions), or upright (vertical orientation for premium presentation). Throughput 15–30 cans per minute per operator.
- Semi-Automatic Packing Machines: Machines that count and drop sardines into cans but require manual fish feeding and orientation. Reduce labor per can by 30–50 percent compared to fully manual packing. Suitable for standard-quality sardine products where visual perfection is less critical. Throughput 60–120 cans per minute per machine.
- Fully Automatic Sardine Packers: Advanced machines that receive bulk sardines, orient them, and deposit arranged patterns into cans without operator intervention. Capital cost $80,000–$250,000 per unit. Throughput 150–300 cans per minute. Suitable for high-volume standard product where consistent quality justifies investment. Premium products with complex arrangement patterns often cannot be fully automated.
For both tuna and sardine filling, after the fish is placed, a separate liquid or sauce filling station adds oil (olive, soybean, sunflower), brine, tomato sauce, mustard sauce, or other packing medium to the can. This station uses volumetric piston fillers or flow-meter-based liquid fillers sized to the can's headspace volume.
Labor Reality: A medium-scale sardine cannery producing 30,000 cans per day typically employs 25–40 manual packing operators across multiple shifts. An equivalent tuna cannery might employ 15–25 workers in filling operations, with automated equipment handling the bulk of throughput. The labor mix differs substantially even when total output is comparable, affecting facility layout, training requirements, and wage cost structures.
5. Seaming Configuration: Similar Equipment, Different Operating Parameters
Both tuna and sardine canneries use rotary automatic can seamers for high-volume production. The seamer equipment category is one of the few where substantial overlap exists between the two line types, though operational parameters differ:
| Seaming Parameter | Tuna Line Configuration | Sardine Line Configuration |
|---|---|---|
| Can Diameter Range | 99–153 mm typical (standard tuna can through institutional pack). Some specialty lines also handle 73 mm for small-format tuna products. | 73–105 mm typical (small sardine tins through larger family packs). Limited requirement for diameters above 105 mm. |
| Vacuum Method | Steam flow closure dominates due to hot-fill product temperature. Filled cans carry residual heat from cooked tuna, achieving 70–85°C at seaming station. Vacuum level 18–25 inHg typical. | Vacuum chamber seaming required for cold-pack sardines in oil. Sardines enter seamer at 20–35°C ambient temperature. Steam flow closure viable only for pre-fried or hot-pack sardine variants. Vacuum level 22–29 inHg typical. |
| Seamer Speed | 200–500+ CPM for high-volume tuna plants. Multiple seamer heads required for output exceeding 400 CPM. Capital investment in seamer capacity typically 8–15 percent of total line equipment cost. | 150–400 CPM typical for sardine plants. Lower CPM requirement compared to tuna because manual packing upstream limits sustained throughput. Seamer rarely the line bottleneck on sardine operations. |
| Easy-Open End Compatibility | Universal in modern retail tuna packaging. Seamer tooling must be formally validated for each lid manufacturer specification. Full-aperture easy-open ends dominate retail tuna SKUs. | Universal in modern retail sardine packaging. Same validation requirements as tuna. Both full-aperture and partial-aperture easy-open ends encountered depending on market region. |
| Tooling Change Frequency | Lower frequency. Most tuna plants run a narrow can diameter range (typically 2–3 diameters maximum). Changeover events may occur weekly or less frequently. | Higher frequency. Sardine plants often run multiple can diameters and formats (round, oval, rectangular) within a single production week. Changeover events may occur 2–4 times per week or even daily. |
For detailed seamer selection methodology applicable to both product categories, see the companion fish can seamer selection guide covering vacuum seaming, can size and line speed. The seamer specification process is largely identical for tuna and sardine applications — the differences emerge in operational configuration rather than equipment architecture.
6. Retort Sterilization: Process Differences Within Similar Equipment
Both tuna and sardine canneries use batch or continuous retort sterilizers to achieve commercial sterility. The retort equipment itself can be shared infrastructure between product categories in a multi-product facility, but the thermal processes executed inside differ substantially:
| Retort Process Factor | Tuna Application | Sardine Application |
|---|---|---|
| Typical F0 Target | 6–10 minutes for standard products. Higher F0 (10–15) for institutional or export markets with extended shelf life requirements. Lower F0 (4–6) acceptable for acidified tuna products in sauce with pH below 4.6. | 6–12 minutes for oil-pack and sauce-pack sardines. Sardines in tomato or mustard sauce may target F0 8–15 due to higher product density and slower heat penetration in viscous sauce matrix. |
| Retort Temperature | 118–124°C typical. Lower temperatures (115–118°C) for products in delicate sauces where higher temperatures cause sauce breakdown or ingredient separation. | 118–124°C typical, matching tuna practice. Sardine products tolerate standard retort temperatures well due to smaller can sizes achieving faster heat penetration. |
| Cycle Time per Batch | 60–75 minutes typical for standard 99 mm or 153 mm cans. Come-up time 12–15 minutes, hold time 40–50 minutes, cooling 10–15 minutes. | 45–60 minutes typical for standard 73 mm or 83 mm sardine cans. Smaller can diameter reduces heat penetration distance, shortening hold time. Come-up 10 minutes, hold 30–40 minutes, cooling 8–10 minutes. |
| Retort Throughput per Vessel | Lower cans per batch due to larger can dimensions. A vessel holding 1,200 tuna cans may hold 3,000–4,000 sardine cans of equivalent basket footprint. | Higher cans per batch due to smaller can dimensions. Same vessel achieves 2.5–3.3x the can count per cycle compared to tuna. |
| Heat Penetration Critical Point | Geometric center of largest can in coldest retort position. For chunk tuna, the cold spot is in the center of the largest chunk piece, not the geometric center of the can — important distinction for thermal process validation. | Geometric center of can. Sardines packed in oil or sauce exhibit predictable convection patterns making heat penetration modeling more straightforward than for chunk tuna with irregular piece geometry. |
Validation Complexity: Tuna thermal process validation is more complex than sardine validation due to irregular chunk geometry creating unpredictable heat penetration pathways. A single validation study for tuna chunk product may require 30–50 instrumented test runs across multiple can positions and retort load configurations. Sardine validation typically requires 15–25 instrumented runs due to more uniform product geometry and heat transfer behavior. This difference affects process authority fees and validation timeline — tuna validations often take 12–16 weeks versus 8–12 weeks for sardines.
7. Downstream Packaging: Labeling, Case Packing, Palletizing
After retort cooling, finished cans enter downstream packaging operations where equipment differences between tuna and sardine lines are moderate but still present:
| Packaging Stage | Tuna Line Equipment | Sardine Line Equipment |
|---|---|---|
| Can Drying | Forced air drying tunnels remove residual moisture from retort cooling. Required before labeling to ensure label adhesion. Tunnel length 3–6 meters with heated air circulation. | Same forced air drying requirement. Smaller cans dry faster, allowing shorter tunnel length (2–4 meters) at equivalent air velocity. |
| Labeling | Wrap-around label applicators for round cans. High-speed rotary labelers handling 200–400 cans per minute. Paper, plastic film, or shrink-sleeve label formats depending on market requirement. | Wrap-around labelers for round cans. Specialized labelers for oval and rectangular sardine can formats. Throughput 150–300 cans per minute. Lithographed (pre-printed) cans common in premium sardine products, eliminating post-retort labeling entirely. |
| Coding and Dating | Ink-jet or laser coding for production date, expiration date, batch code, and traceability information. Codes applied to can end or label surface. | Same coding equipment and requirements. Sardine cans often carry additional information (catch region, oil type, packing style) requiring larger code field or secondary coding station. |
| Case Packing | Wrap-around case packers or top-load case packers. Standard case sizes 24, 48, or 72 cans per case depending on can diameter. Throughput 30–80 cases per minute. | Wrap-around case packers dominate. Case sizes 24, 48, or 100 cans per case depending on can size and market channel. Specialty retail formats may use gift box or display case packing requiring dedicated equipment. |
| Palletizing | Conventional palletizing robots or layer palletizers building standard 1.0 x 1.2 meter pallets with 8–14 layers per pallet. Stretch wrap application automated. | Same palletizing equipment. Smaller sardine cans allow higher layer counts (12–18 layers) per pallet, increasing pallet payload weight and improving transport efficiency. |
8. Facility Layout and Utility Infrastructure Differences
Beyond the equipment itself, the facility housing a tuna or sardine canning line differs substantially in layout, utility sizing, and infrastructure requirements:
Floor Space Allocation
A medium-scale tuna cannery producing 30,000 cans per day typically requires 1,500–2,500 square meters of production floor area, with significant allocation to the pre-cooking bay (200–400 m²), butchering and cleaning area (300–600 m²), and retort battery (150–300 m²). Cold storage for frozen raw material adds 300–800 m³ of refrigerated warehouse space.
A sardine cannery of equivalent daily output typically requires 800–1,500 square meters of production floor area, with the largest allocation to manual packing stations (200–400 m²). Cold storage requirement is smaller (100–300 m³) due to fresh sardine processing window being shorter than frozen tuna storage horizon.
Utility Sizing
| Utility | Tuna Line Peak Demand (30,000 cans/day) | Sardine Line Peak Demand (30,000 cans/day) |
|---|---|---|
| Steam Generation Capacity | 1,500–3,500 kg/h (driven by pre-cooking demand) | 500–1,200 kg/h (retort and cleaning only) |
| Electrical Connected Load | 180–350 kW (pre-cooking equipment, automated filling, larger retort battery) | 90–180 kW (no pre-cooking, lower filling automation) |
| Process Water Consumption | 40–80 m³/day (thawing, pre-cooking, cleaning) | 25–50 m³/day (washing, brining, cleaning) |
| Refrigeration Capacity | 40–100 kW (frozen storage maintenance plus chilled holding) | 20–50 kW (primarily chilled holding) |
| Compressed Air | 3–6 Nm³/min at 7 bar (pneumatic automation across filling, seaming, packaging) | 1.5–3 Nm³/min at 7 bar (limited pneumatic automation) |
| Wastewater Treatment Capacity | 60–120 m³/day with high organic load (blood, oil, protein from pre-cooking) | 30–60 m³/day with moderate organic load (mainly from cleaning operations) |
Labor Force Composition
Staffing patterns diverge significantly between the two line types, affecting everything from locker room sizing to training program design:
- Tuna cannery (30,000 cans/day): 80–140 total production workers per shift. Butchering and loin cleaning dominate labor requirement (40–70 workers). Filling operations staffed by 15–25 workers due to automation. Retort, packaging, and warehouse operations require 20–40 workers.
- Sardine cannery (30,000 cans/day): 60–110 total production workers per shift. Manual packing dominates labor requirement (25–45 workers). Heading and gutting operation staffed by 8–15 workers due to machine automation. Retort, packaging, and warehouse operations require 20–35 workers.
The labor skill profile also differs. Tuna butchering requires extended training (3–6 months for proficiency) due to complex loin anatomy and quality grading decisions. Sardine packing requires shorter training (1–3 weeks for proficiency) but higher manual dexterity and visual discrimination capability.
9. Capital Investment Comparison Summary
The accumulated equipment differences between tuna and sardine canning lines produce a substantial capital investment gap. The following comparison presents typical relative investment tiers for a medium-scale facility producing 30,000 finished cans per day in each product category:
| Equipment Category | Tuna Line Investment Tier | Sardine Line Investment Tier | Difference Driver |
|---|---|---|---|
| Raw Material Receiving and Storage | High (frozen storage, thawing equipment) | Medium (chilled storage, smaller thawing) | Tuna frozen storage requirement |
| Pre-Processing (Pre-Cooking / Brining) | Very High (steam pre-cookers, cooling, ventilation) | Low (brining tanks, optional drying) | Tuna pre-cooking infrastructure |
| Butchering and Cutting | Medium-High (manual tables plus automated cutters) | Medium (heading/gutting machines) | Tuna loin processing labor intensity |
| Filling Equipment | High (automated chunk fillers, weight control) | Medium-Low (manual packing stations, semi-auto machines) | Tuna automation versus sardine manual labor |
| Seaming Equipment | Medium (high-speed rotary seamers) | Medium (similar seamer specification) | Comparable equipment category |
| Retort Sterilization | Medium-High (larger vessels, longer cycles) | Medium (smaller vessels, shorter cycles) | Tuna can size and cycle duration |
| Downstream Packaging | Medium (standard labeling and case packing) | Medium (similar packaging equipment) | Comparable equipment category |
| Utility Infrastructure | High (steam generation, electrical, wastewater) | Medium (smaller utility sizing across all systems) | Pre-cooking utility demand multiplier |
| Total Capital Investment | $1.8M–$3.5M typical range | $0.9M–$1.8M typical range | Tuna line approximately 1.7–2.4x sardine line cost |
ROI Perspective: Despite higher capital investment, tuna canning lines typically achieve faster capital recovery than sardine lines at equivalent output volume due to higher per-can wholesale value of tuna products in global markets. A tuna line may achieve payback in 3–5 years versus 5–8 years for a sardine line. However, sardine operations face lower market price volatility, more stable raw material supply in many regions, and simpler operational risk profile. Capital recovery speed is not the only metric that should guide the product category decision — raw material access, market positioning, and operational complexity tolerance matter equally.
10. Multi-Product Facility Considerations
Some canneries process both tuna and sardines (or other fish species) in the same facility, either sequentially through the same equipment or in parallel dedicated lines sharing utility infrastructure. Multi-product operation introduces specific equipment and layout considerations:
- Shared Retort Battery: Retort vessels can process both tuna and sardine cans in the same vessel with different cycle parameters, but only if products are not run simultaneously in the same batch. Scheduling discipline becomes critical — a sardine batch with 50-minute cycle time cannot share vessel time with a tuna batch requiring 70-minute cycle. Most multi-product facilities dedicate specific vessels to specific product categories during defined production windows.
- Shared Seaming Equipment: Seamers handling both tuna cans (99–153 mm) and sardine cans (73–105 mm) require tooling changeover between product runs. Changeover time 15–35 minutes per diameter change. Multi-product facilities should specify seamers with rapid tool-change capability to minimize production downtime during product transitions.
- Dedicated Pre-Processing Lines: Pre-cooking equipment for tuna and brining equipment for sardines cannot share infrastructure due to fundamentally different process requirements. Multi-product facilities must dedicate separate pre-processing areas with appropriate utility connections for each product category.
- Shared Packaging Lines: Downstream labeling, case packing, and palletizing equipment can often be shared between product categories with minimal changeover. Can diameter range capability of labeling and case packing equipment must accommodate the full range of both product lines.
For facility-level planning guidance addressing multi-product canning operations, including layout zoning, utility provisioning, and equipment selection methodology, see HSYL's commercial kitchen and food processing solutions overview.
Related Equipment for Fish Canning Operations
The following equipment categories and planning resources connect directly to both tuna and sardine canning line specification:
- Automatic Steamer Cabinets — Steam cooking equipment applicable to tuna pre-cooking operations at smaller scale or for specialty product preprocessing. Industrial tuna pre-cookers are typically custom-fabricated vessels rather than standard catalog products, but the underlying steam cooking principle is identical.
- Engineering Automatic Steamer Cabinets — Heavy-duty steam cooking equipment with mechanical control systems suitable for industrial pre-cooking applications requiring robust construction and extended duty cycles. Engineering-grade equipment handles the demanding operational profile of tuna pre-cooking better than lighter commercial-grade alternatives.
- How to Choose Commercial Kitchen Equipment for Central Kitchens — Planning methodology covering capacity calculation, equipment matching, layout zoning, and vendor evaluation applicable to centralized fish processing facilities including multi-product canneries.
Frequently Asked Questions
What is the main equipment difference between a tuna and sardine canning line?
Can the same retort sterilizer process both tuna and sardine cans?
Why do sardine canning lines still use manual packing when tuna lines are automated?
How much capital does a tuna canning line cost compared to a sardine line?
Do tuna and sardine canneries use the same type of can seamer?
What utility infrastructure differs between tuna and sardine canning facilities?
Can a single cannery produce both tuna and sardine products efficiently?
Which product line has higher labor cost per can produced?
What is the typical production output capacity difference between tuna and sardine canneries?
Related Articles










Get professional consultation
Do you have any questions or need technical support regarding the content of this article? Fill out the form below, and our expert team will provide you with professional solutions.