The first major equipment decision a new canning operation faces is also the most consequential: how much automation to build into the initial installation. Choose too little and you may struggle to meet demand, sacrifice margin to labor cost, or paint yourself into a corner when growth requires retooling. Choose too much and you tie up capital in capacity you cannot yet utilize, commit to fixed overhead that strains cash flow during slow months, and inherit operational complexity your team may not be ready to manage. The correct starting point depends on factors that extend well beyond the simple question of how many cans per day you hope to produce.

This guide covers the practical decision framework for choosing between semi-automatic and fully automatic canning line configurations at small to medium scale. The analysis applies to fish, meat, vegetable, sauce, and ready-meal canning operations producing between 500 and 30,000 cans per day — the volume range where the semi-automatic versus automatic decision has the greatest financial impact on long-term business viability.
1. Define What Semi-Automatic and Fully Automatic Actually Mean
Industry terminology for canning line automation is inconsistent. Different suppliers use the same terms to describe different equipment configurations, creating confusion that procurement teams must cut through before meaningful comparison is possible. The following definitions represent the functional categories used throughout this guide:
| Automation Level | Defining Characteristics | Typical Equipment Configuration | Operator Involvement Per Cycle |
|---|---|---|---|
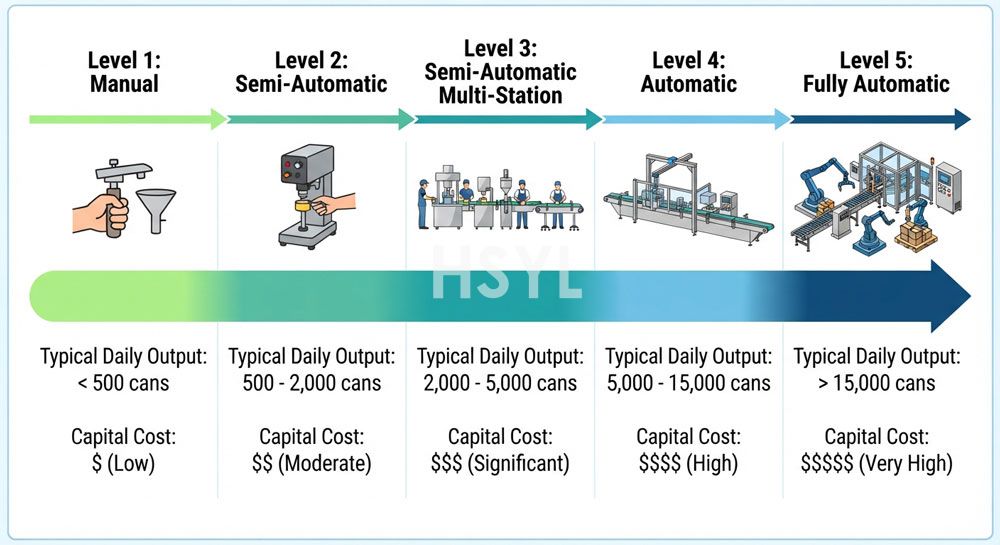
| Manual | No powered machinery for the core filling, seaming, or processing operations. Hand tools and operator physical effort accomplish all tasks. | Hand-operated lever seamers, manual filling funnels, hand-loaded retort vessels, manual labeling | Operator performs every cycle action personally. Throughput limited by human speed and endurance. |
| Semi-Automatic | Powered machinery executes individual station operations, but operators handle container transfer between stations, machine loading, and cycle initiation. Each station operates independently rather than as a synchronized line. | Single-spindle automatic seamer with manual can loading, volumetric piston filler with manual can placement, batch retort with manual basket loading, manual label applicators | Operator loads container, initiates cycle, removes container, transfers to next station. Machine handles the core operation automatically. |
| Automatic (Not Fully Integrated) | Conveyor systems transfer containers between stations automatically. Each station cycles without operator initiation. Stations may operate asynchronously with buffer accumulation between them. Changeovers and monitoring still require operator attention. | Multi-spindle rotary seamer with conveyor infeed, automatic filler with synchronized conveyor, semi-continuous retort loading, automatic label applicators | Operator monitors line operation, replenishes bulk materials (lids, labels, empty cans), clears occasional jams. No per-cycle operator action required. |
| Fully Automatic / Integrated | All stations synchronized to a single line control system. Bulk material handling automated (lid magazines, can depalletizers, sauce supply). In-line inspection and rejection at multiple points. MES data integration for production tracking and OEE monitoring. Changeover may be recipe-driven with minimal manual adjustment. | Complete integrated line from depalletizer through seamer, retort, labeler, case packer, and palletizer with central control system | Operator presence required for monitoring, exception handling, and periodic bulk material replenishment. Effectively no per-cycle operator action. |
Terminology Trap: Many suppliers describe single-station automatic seamers as "fully automatic" because the seaming cycle itself requires no operator intervention once the can is loaded. In the functional framework above, such equipment is semi-automatic because operator involvement per cycle (loading, unloading, transfer) remains substantial. When evaluating supplier quotations, ask specifically whether the quoted equipment includes synchronized container transfer between stations or requires operator handling between each station. The answer determines which automation level the equipment actually represents.
2. The Six Decision Factors That Should Guide Your Starting Point
The choice between semi-automatic and fully automatic is not a simple function of daily production volume, despite the common assumption that volume alone dictates the answer. Six interrelated factors determine which starting configuration makes financial and operational sense for a specific business:
Factor 1: Daily Production Volume — But With Important Nuance
Volume is the starting point but not the sole determinant. The relationship between volume and optimal automation level is non-linear because labor cost per can decreases sharply when moving from manual to semi-automatic, decreases further (but less dramatically) from semi-automatic to automatic, then decreases only marginally from automatic to fully automatic. The capital cost per can of capacity, by contrast, increases roughly linearly with automation level.
| Daily Output Range | Typical Optimal Starting Configuration | Rationale |
|---|---|---|
| Under 1,000 cans/day | Manual or single-station semi-automatic | Labor cost manageable at small volume. Capital investment in automation cannot recover through per-can savings at low output. Operator can handle all stations personally. |
| 1,000–5,000 cans/day | Semi-automatic multi-station | Labor productivity benefit justifies semi-automatic equipment capital. Throughput achievable with 3–6 operators across stations. Volume insufficient to justify automatic line capital and complexity. |
| 5,000–15,000 cans/day | Automatic (not fully integrated) or high-end semi-automatic | Decision boundary zone. Choice depends on labor cost rate, SKU variety, and growth expectations rather than volume alone. Both configurations viable with different trade-offs. |
| 15,000–30,000 cans/day | Automatic integrated line | Labor cost for semi-automatic operation at this volume becomes prohibitive in most wage environments. Automatic line capital justified by labor savings and throughput consistency. |
| Above 30,000 cans/day | Fully automatic integrated line | Volume justifies full automation including bulk material handling and integrated inspection. Manual intervention at any station creates throughput bottleneck incompatible with target output. |
Factor 2: Available Capital and Cash Flow Profile
A fully automatic canning line for medium-scale production typically requires $400,000 to $1,500,000 in equipment capital. A semi-automatic configuration producing comparable (though lower) output requires $80,000 to $300,000. The capital gap of 4 to 6 times represents capital that could alternatively fund working capital, marketing investment, inventory build, or contingency reserves during the critical first 18 months of operation when cash flow is uncertain.
The financial analysis should compare not just total capital but the timing of capital deployment and the flexibility to defer capital commitment until market demand is proven. A semi-automatic starting configuration preserves the option to upgrade incrementally as volume grows, deploying additional capital only when justified by demonstrated demand. A fully automatic commitment made before demand is proven represents significant capital at risk if market development proceeds more slowly than projected.
Factor 3: Local Labor Cost Rate and Availability
The labor cost savings from automation depend entirely on the wage rate the automation displaces. In high-wage labor markets (Western Europe, North America, Australia, Japan), automation payback periods are shorter because each hour of labor saved has high monetary value. In lower-wage labor markets (parts of Southeast Asia, Africa, South Asia, Latin America), the same automation investment may not achieve payback within the equipment's useful life because displaced labor has lower monetary value.
As a rough heuristic, fully automatic lines justify their capital premium over semi-automatic when fully-loaded labor cost (wages plus benefits plus payroll taxes plus training overhead) exceeds approximately $12 to $15 per hour. Below this threshold, semi-automatic operation with more operators but lower capital typically produces lower total cost per can. The exact threshold varies by region, product type, and equipment utilization rate.
Labor Availability Distinction: Beyond cost, consider labor availability. Some regions face structural labor shortages in food processing occupations regardless of wage offered. In such markets, automation may be justified even at wage rates below the typical payback threshold because the alternative is not cheaper labor but no labor at all. Conversely, regions with surplus food processing labor may find semi-automatic operation economically attractive even at higher wage rates because reliable labor supply is readily available for hiring expansion.
Factor 4: SKU Variety and Changeover Frequency
SKU variety affects automation economics through changeover costs. Every product or package format change requires line adjustment, recipe recall, parameter verification, and often physical tooling swap. Fully automatic integrated lines handle changeovers through programmable recipe recall and automated tooling positioning, but each changeover still consumes 30 to 90 minutes of non-productive time. Semi-automatic lines with independent stations can often change over individual stations in 5 to 15 minutes, allowing rapid product switching but with more frequent total changeover events.
| SKU Pattern | Recommended Starting Configuration | Changeover Considerations |
|---|---|---|
| Single SKU, continuous production | Fully automatic justified at lower volume threshold (10,000+ cans/day) | Minimal changeover burden maximizes automatic line utilization. Capital spreads across more productive hours. |
| 2–3 SKUs in weekly rotation | Automatic viable at 15,000+ cans/day | Weekly changeovers absorb limited productive time. Automatic recipe recall streamlines transitions. |
| 4–8 SKUs with frequent daily changes | Semi-automatic preferred through 20,000 cans/day | Frequent changeovers would consume excessive automatic line time. Semi-automatic flexibility produces lower total cost despite higher per-can labor. |
| 9+ SKUs with small-batch production | Semi-automatic regardless of volume | Specialty and artisanal producers benefit from semi-automatic flexibility. Automatic line capital cannot justify limited productive hours across many short-batch SKUs. |
Factor 5: Product Premium Positioning and Quality Control
Premium and artisanal product positioning often justifies manual or semi-automatic operation even when volume economics would otherwise favor automation. The decision here is marketing-driven rather than cost-driven:
- Visual Presentation Requirements: Products where individual piece arrangement affects perceived value (premium sardine packing, whole-muscle tuna solid pack, layered terrine products) often require manual placement that automation cannot replicate. Semi-automatic equipment handles the mechanized operations (seaming, retort) while manual labor handles the value-added presentation.
- Recipe Variation and Craft Positioning: Artisanal producers marketing small-batch craft production benefit from the visual narrative of hands-on production. Marketing claims of "hand-packed," "small-batch," or "craft-produced" lose credibility if production visibly occurs on a fully automated industrial line. The marketing premium achievable through craft positioning may exceed the labor cost premium of semi-automatic operation.
- Quality Inspection Density: Small-batch premium products often require 100 percent visual inspection of every unit rather than statistical sampling. Semi-automatic lines with manual transfer between stations create natural inspection points at each operator position. Fully automatic lines require dedicated inspection stations with associated capital and ongoing sensor calibration costs to achieve equivalent inspection density.
Factor 6: Growth Timeline and Capital Availability for Expansion
If your business plan projects volume growth from 3,000 cans per day initially to 25,000 cans per day within three years, the question becomes whether to install fully automatic capacity from the start (paying for unused capacity during the ramp-up period) or start semi-automatic and migrate later (paying for retooling and possibly replacing equipment when migration occurs). The optimal choice depends on three sub-factors:
- Confidence in Growth Projection: Highly confident growth projections based on signed purchase contracts or demonstrated market demand favor early automatic installation. Speculative growth projections based on market research favor semi-automatic start with deferred automatic commitment until demand materializes.
- Capital Availability for Phased Investment: If capital is available for both initial semi-automatic installation and subsequent automatic upgrade, phased investment preserves flexibility. If capital is available now but uncertain later, committing to automatic installation now may be safer than risking inability to fund later expansion.
- Equipment Trade-In or Resale Market: Some semi-automatic equipment retains resale value when upgrading to automatic, reducing the net cost of phased investment. Other equipment has limited resale market, making initial installation a sunk cost regardless of later expansion path. Investigate the used equipment market in your region before committing to a phased strategy.
3. Capital Cost Comparison: Realistic Ranges for Small Scale Operations
Equipment capital varies substantially by region, supplier tier, customization level, and prevailing currency exchange rates. Rather than quoting specific prices that may be inaccurate by the time you read this, the following comparison presents relative capital investment tiers for a representative small-scale canning operation producing approximately 5,000 cans per day:
| Equipment Category | Semi-Automatic Configuration | Fully Automatic Configuration | Capital Ratio (Auto:Semi) |
|---|---|---|---|
| Can Depalletizing and Bulk Can Handling | Manual unstacking from pallets, $2,000–$8,000 for handling equipment | Automatic depalletizer with magazine feed, $25,000–$80,000 | 10:1 to 15:1 |
| Filling Station | Single-head volumetric piston filler with manual can placement, $8,000–$25,000 | Multi-lane rotary filler with synchronized conveyor, $60,000–$180,000 | 6:1 to 8:1 |
| Lid Placement and Seaming | Single-spindle seamer with manual lid placement, $15,000–$45,000 | Multi-spindle rotary seamer with automatic lid dispenser, $80,000–$280,000 | 5:1 to 7:1 |
| Retort Sterilization | Single batch retort vessel with manual basket loading, $40,000–$120,000 | Multiple batch vessels with automated basket handling or continuous retort, $200,000–$800,000 | 5:1 to 7:1 |
| Cooling and Drying | Manual transfer to cooling tank, forced air drying tunnel, $5,000–$15,000 | Integrated cooling conveyor with automated drying tunnel, $20,000–$50,000 | 3:1 to 4:1 |
| Labeling and Coding | Manual label applicator or single-side labeler, $3,000–$12,000 | Rotary wrap-around labeler with integrated coder, $25,000–$70,000 | 6:1 to 8:1 |
| Case Packing and Palletizing | Manual case erection and packing, $2,000–$6,000 | Automatic case packer and layer palletizer, $80,000–$250,000 | 20:1 to 40:1 |
| Conveyor and Integration | Minimal gravity or belt conveyors between stations, $5,000–$15,000 | Full synchronized conveyor system with controls integration, $40,000–$120,000 | 8:1 to 10:1 |
| Total Equipment Capital | $80,000–$246,000 typical range | $530,000–$1,830,000 typical range | 5:1 to 7:1 overall ratio |
Beyond equipment capital, fully automatic installations typically require additional investment in facility infrastructure (upgraded electrical supply, compressed air systems, control room space, modified floor surfaces for equipment anchoring) that adds 15 to 30 percent to the equipment capital figure. Semi-automatic installations usually require less facility modification because equipment can operate within existing utility capacity more readily.
4. Labor Requirement Comparison
The capital savings of semi-automatic configurations come at the cost of higher labor requirements. Understanding the magnitude of this labor differential is essential for accurate total cost comparison:
| Production Volume | Semi-Automatic Direct Labor | Fully Automatic Direct Labor | Labor Differential |
|---|---|---|---|
| 1,000 cans/day | 2–3 operators (one per station plus floater) | 1 operator (monitoring only) | 1–2 additional operators |
| 5,000 cans/day | 4–6 operators across stations | 1–2 operators | 3–4 additional operators |
| 15,000 cans/day | 8–12 operators (multiple shifts possible) | 2–3 operators | 6–9 additional operators |
| 30,000 cans/day | 15–20 operators (typically requires multi-shift) | 3–4 operators | 11–16 additional operators |
Labor Cost Calculation Example: A semi-automatic operation producing 10,000 cans per day with 8 additional operators compared to an automatic alternative, at fully-loaded labor cost of $18 per hour per operator and 250 production days per year, incurs additional annual labor cost of $288,000 (8 operators x $18/hour x 2,000 hours/year). Against a capital savings of $600,000 for the semi-automatic configuration, the simple payback period for choosing automatic instead is approximately 2.1 years. If fully-loaded labor cost is $9 per hour instead, the annual labor differential drops to $144,000 and payback extends to 4.2 years — potentially justifying the semi-automatic choice depending on other factors.
5. Throughput Reality Check: Why Rated Speed Is Not Actual Output
Equipment suppliers quote rated speeds representing maximum sustained throughput under ideal conditions. Actual production output over a full shift or full day is invariably lower than rated speed due to:
- Operator Pacing Limitations (Semi-Automatic): Semi-automatic line throughput is often limited by the slowest operator at the slowest station rather than by machine capability. An experienced seamer operator may sustain 25 cans per minute, but a newly hired operator may manage only 15 cans per minute during initial weeks. Throughput varies with operator skill, fatigue, and attention level throughout the shift.
- Changeover and Adjustment Time: Both configurations lose productive time to product changeovers, recipe adjustments, and minor equipment tuning. Semi-automatic changeovers may be faster per event but occur more frequently, while automatic changeovers take longer per event but occur less often.
- Bulk Material Replenishment: Semi-automatic operations require operators to periodically refill lid magazines, sauce reservoirs, and empty can supplies. Automatic lines with bulk material handling reduce this interruption but require larger bulk material storage infrastructure.
- Quality Holds and Rework: Both configurations produce occasional out-of-spec units requiring removal and rework. The frequency depends on equipment condition, product characteristics, and operator skill (for semi-automatic) or sensor reliability (for automatic).
- Cleaning and Sanitation Cycles: Daily cleaning requirements are similar for both configurations, but automatic lines may require longer sanitation cycles due to more complex equipment geometry and additional sanitary piping.
Realistic throughput derating factors suggest planning for 65 to 75 percent of rated speed as actual sustained output for semi-automatic lines and 75 to 85 percent for automatic lines. When comparing equipment quotations, apply these derating factors to quoted speeds before calculating whether a given configuration meets your daily production target.
6. The Migration Path: Starting Semi-Automatic and Upgrading Later
Many successful canning operations follow a phased growth path, starting with semi-automatic equipment and migrating toward automatic operation as volume justifies. Understanding this migration path in advance helps preserve the option to upgrade without requiring complete equipment replacement.
Phase 1: Semi-Automatic Startup (Months 1–18)
Initial installation includes core semi-automatic equipment sufficient for target startup volume: single-station filler, single-spindle seamer, batch retort, manual labeling and packaging. Capital commitment typically $80,000–$250,000. Production output 1,000–8,000 cans per day depending on product complexity and operator count. Focus during this phase is market development, recipe validation, operational learning, and cash flow management rather than throughput maximization.
Phase 2: Capacity Expansion Within Semi-Automatic Framework (Months 12–36)
As volume approaches semi-automatic capacity limits, add parallel stations or upgraded station equipment rather than converting to full automation. Examples: add second filling head to existing filler, replace single-spindle seamer with four-spindle semi-automatic model, add second retort vessel for staggered batch processing. Capital commitment $50,000–$150,000 incremental. Production output expands to 10,000–20,000 cans per day. This phase preserves the labor flexibility and changeover agility of semi-automatic operation while expanding throughput capacity.
Phase 3: Selective Automation of Bottleneck Stations (Months 24–48)
Identify the specific station that limits throughput — often the seamer in fish canning operations due to precision requirements and cycle time constraints. Automate that station specifically while retaining semi-automatic operation at other stations. The hybrid configuration captures most of the throughput benefit of full automation at a fraction of the capital cost. Capital commitment $100,000–$300,000 incremental. Production output expands to 15,000–30,000 cans per day depending on which station was automated.
Phase 4: Full Automation Conversion (Months 36–72)
If volume growth continues to justify, convert remaining semi-automatic stations to automatic operation and install synchronized conveyor transfer between stations. Some Phase 1 and Phase 2 equipment may be retained if compatible with automatic operation; other equipment may need replacement with automatic equivalents. Capital commitment $300,000–$1,000,000 depending on extent of equipment replacement required. Production output reaches 30,000–60,000+ cans per day with full automation benefits.
Migration Planning Note: The phased migration path only works if initial equipment selections are made with future automation compatibility in mind. Specify equipment from suppliers who offer both semi-automatic and automatic models within compatible product families, allowing station-by-station replacement without abandoning the entire equipment ecosystem. Choosing the cheapest available semi-automatic equipment from a supplier with no automatic product line may save $10,000 initially but force complete equipment replacement when migration time arrives, costing multiples of that initial saving.
7. When Fully Automatic Is the Correct Starting Choice
Despite the general guidance favoring semi-automatic starts for small-scale operations, specific circumstances make fully automatic the correct choice from day one. These situations share common characteristics that eliminate the typical advantages of phased semi-automatic operation:
Scenario A: Signed Long-Term Supply Contracts at Scale
If your business plan includes signed multi-year supply contracts with retailers, distributors, or institutional buyers guaranteeing minimum off-take volumes exceeding 15,000 cans per day, the demand uncertainty that justifies semi-automatic deferral is absent. The automatic line capital commits against demonstrated demand rather than speculative projections, and the longer utilization period improves capital recovery economics. Contract terms typically also require production consistency, traceability documentation, and quality assurance protocols that automatic lines handle more readily than semi-automatic operations.
Scenario B: High Labor Cost Environment With Limited Labor Availability
Operations in labor markets where food processing wages exceed $20 per hour AND qualified labor is difficult to recruit face a double constraint: high labor cost penalizes semi-automatic operation, and labor scarcity prevents staffing multiple operator positions. In such environments, fully automatic operation may be economically viable at volumes as low as 8,000 cans per day because the alternative (insufficient labor to operate semi-automatic lines) is not operationally feasible regardless of cost comparison.
Scenario C: Existing Facility With Compatible Infrastructure
If you are acquiring or repurposing a facility that previously housed automatic canning or similar food processing equipment, much of the infrastructure cost burden of automatic installation (electrical capacity, compressed air systems, floor reinforcement, drainage capacity, control room space) may already be in place. The marginal capital cost of automatic equipment over semi-automatic drops substantially when infrastructure is pre-existing, potentially justifying automatic installation at lower volume thresholds than would apply in a greenfield facility.
Scenario D: Premium Product Category Where Automation Does Not Erode Brand Value
Some premium product categories — notably pet food canning, certain beverage categories, and standardized commodity products where brand differentiation rests on ingredients rather than production method — do not benefit from craft or hand-made positioning claims. In these categories, the marketing disadvantage of visible automation does not apply, and the operational advantages of automatic production can be captured without sacrificing brand positioning.
8. Common Mistakes in Small Scale Canning Line Selection
- Specifying equipment capacity for projected year-three volume rather than year-one reality. The temptation to install capacity for future growth produces an underutilized asset during the critical startup period when capital efficiency matters most. Specify equipment for realistic first-year volume with a clear migration path for later expansion. Excess capacity sitting idle costs money in depreciation, maintenance, and floor space without generating revenue.
- Choosing the cheapest semi-automatic equipment without evaluating upgrade compatibility. Initial capital savings of $10,000 to $30,000 from selecting entry-tier equipment from a supplier with no automatic product line become irrelevant when migration requires complete equipment replacement. The total cost of phased migration using incompatible equipment often exceeds the cost of installing automatic equipment from the start. Always evaluate supplier product line breadth before committing to entry-tier equipment.
- Underestimating labor training time and cost for semi-automatic operation. Semi-automatic equipment requires skilled operators at each station — not just any available worker. Seamer operators in particular require weeks of training to achieve consistent seam quality. Plan for training cost (typically $2,000–$8,000 per operator depending on equipment complexity) and accept that initial throughput will be 40 to 60 percent of experienced-operator throughput during the first 60 to 90 days of operation.
- Neglecting utility infrastructure requirements even for semi-automatic equipment. Semi-automatic equipment still requires steam supply (for retort and possibly filler), compressed air (for pneumatic equipment), electrical power (for motors and controls), and process water (for cleaning and cooling). Verify that existing facility utilities can support the planned equipment before purchase, or budget for utility upgrades as part of the installation project. Discovering utility inadequacy during commissioning delays production startup and incurs expedited upgrade premiums.
- Assuming that semi-automatic operation eliminates the need for process validation. Thermal process validation requirements apply equally to semi-automatic and automatic retort operations. Regulatory bodies and process authorities do not distinguish between equipment configurations when evaluating F0 achievement and seam integrity. Budget for process authority fees ($3,000–$15,000 per product-process combination) and validation timeline (8–16 weeks) regardless of equipment sophistication level.
- Failing to plan for product quality consistency across manual operations. Semi-automatic operation introduces human variability that automatic operation eliminates. Visual inspection standards must be documented, operator training must include quality recognition, and statistical process control monitoring must capture variability trends. Without disciplined quality management, semi-automatic operations produce inconsistent finished goods that fail customer audits or generate consumer complaints at rates unacceptable to retail buyers.
- Choosing equipment based on purchase price alone without evaluating total cost of ownership. Equipment purchase price represents 40 to 60 percent of total cost of ownership over a 10-year period. The remainder comes from spare parts consumption, maintenance labor, energy consumption, downtime losses, and eventual decommissioning. A $20,000 cheaper seamer that requires $8,000 annual spare parts versus $2,000 for a more expensive alternative reaches cost parity within three years and costs substantially more over the equipment's full service life.
9. How This Decision Connects to Your Complete Facility Planning
The semi-automatic versus automatic decision interacts with broader facility planning choices in ways that compound the financial impact of the initial decision. Layout sizing, utility provisioning, workforce planning, and regulatory compliance approach all shift based on which equipment configuration you select.
Facility layout for a semi-automatic operation prioritizes operator workspace, material flow between stations, and visual inspection points. The same facility designed for automatic operation prioritizes equipment footprint, conveyor routing, maintenance access clearance, and control system infrastructure. Converting a semi-automatic layout to automatic operation typically requires substantial facility modification that may be more expensive than the equipment itself — another reason why phased migration planning should consider layout compatibility from the initial installation.
For integrated facility planning guidance covering layout, utilities, equipment selection, and operational workflow design, review HSYL's commercial kitchen and food processing equipment solutions overview. The resource addresses facility-level decisions that interact with the automation level choice explored in this guide.
Related Resources for Small Scale Canning Operations
The following planning resources and equipment categories connect directly to small scale canning line specification decisions:
- Food Factory Engineering Layout and Cost Guide — Facility-level planning methodology covering floor space allocation, utility sizing, equipment placement, and capital budgeting applicable to small scale canning facility development or expansion. Particularly relevant for evaluating whether existing facility infrastructure can support planned equipment installation.
- How to Choose Commercial Kitchen Equipment for Central Kitchens — Equipment selection framework covering capacity calculation, vendor evaluation, and specification methodology applicable to central food processing facilities including small scale canneries serving multiple retail channels.
- Automatic Steamer Cabinets — Steam cooking equipment applicable to pre-processing stages in fish canning operations. Semi-automatic canning lines often use batch steam cabinets for product pre-cooking before filling and retort sterilization, making this equipment category relevant even when the main canning line itself remains semi-automatic.
- Engineering Automatic Steamer Cabinets — Heavy-duty steam cooking equipment suitable for industrial pre-processing applications requiring robust construction. Engineering-grade equipment handles demanding operational profiles better than lighter commercial alternatives, supporting reliable pre-processing for canning operations of any automation level.
Frequently Asked Questions
What is the difference between semi-automatic and fully automatic canning lines?
At what daily production volume does fully automatic canning equipment become economically justified?
Can I start with semi-automatic equipment and upgrade to fully automatic later?
How much capital do I need to start a small canning line?
How many operators does a semi-automatic canning line require?
What equipment should I automate first when migrating from semi-automatic to automatic?
Does semi-automatic canning equipment require the same regulatory compliance as fully automatic?
What is the most common mistake when selecting small scale canning equipment?
Can semi-automatic canning lines achieve the same product quality as fully automatic lines?
Related Articles










Get professional consultation
Do you have any questions or need technical support regarding the content of this article? Fill out the form below, and our expert team will provide you with professional solutions.