A can seamer is the most technically demanding single machine on any fish canning line. It determines whether every can leaving your plant holds its vacuum seal through distribution chain temperature swings, ocean freight container pressure changes, and retail shelf storage that may extend beyond two years. Select the wrong seamer and you face rework rates above three percent, regulatory hold notices at import borders, brand-damaging consumer complaints about swollen or leaking cans, and warranty claims that erode margins on an already thin-margin product category.

This guide covers the three variables that matter most when specifying a fish can seamer — vacuum method, can diameter range, and line speed capacity — along with the practical questions to ask suppliers, common mistakes that cause costly retrofits, and how these selections interact with upstream filling equipment and downstream retort systems. The framework applies whether you are canning sardines in oil, tuna chunks in brine, mackerel in tomato sauce, or any other preserved seafood product requiring hermetic metal can closure.
1. Choose Your Seaming Method: Vacuum Chamber vs. Steam Flow Closure
The first decision point is not about brand or price. It is about which vacuum creation method matches your product type, fill temperature, and shelf-life requirement. Fish canning operations use two primary approaches, and choosing the wrong one is the single most expensive specification error in this equipment category.
| Method | How It Works | Vacuum Level Achieved | Best For | Limitations |
|---|---|---|---|---|
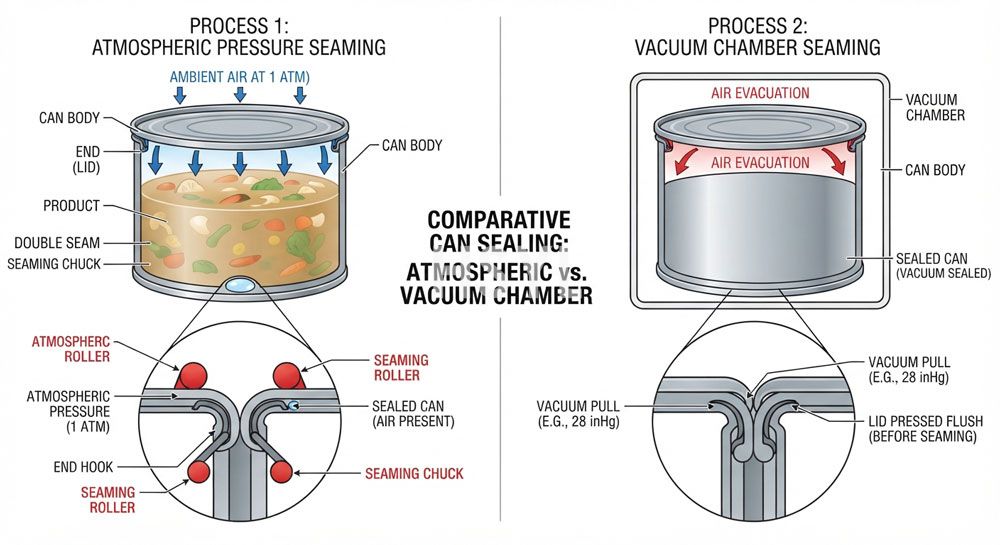
| Vacuum Chamber Seaming | Can enters enclosed evacuation chamber before lid placement. Air is pumped out to target vacuum level. Lid is applied and seamed while can remains under vacuum. Can exits chamber after seam completion. | 20–29 inHg (adjustable) | Cold-fill products below 40°C. Products requiring strict oxygen exclusion such as oily sardines and high-fat fish where oxidation causes rancidity during extended storage. | Slower cycle time than atmospheric. Larger machine footprint due to chamber enclosure. Higher capital cost. Not suitable for hot-fill products where steam generation interferes with pump operation. |
| Steam Flow Closure (Steam Vacuum) | Steam is injected into headspace immediately before lid application. Steam displaces air. When steam condenses after sealing, natural vacuum forms inside the can without mechanical pumping. | 15–25 inHg (depends on fill temp) | Hot-fill products above 70°C. High-speed lines above 400 CPM where chamber cycle time becomes bottleneck. Standard tuna and mackerel canning with conventional brine or sauce fills. | Vacuum level depends on fill temperature consistency. Lower absolute vacuum than chamber method. Not suitable for cold-fill or ambient-temperature products. Requires consistent steam supply pressure. |
Selection Rule: If your product is filled at ambient temperature or below 40°C — which includes most oil-packed sardines, some specialty preserves, and any cold-pack process — you need vacuum chamber seaming. Steam flow closure cannot produce reliable vacuum levels when there is insufficient fill heat to generate and condense steam. If your product exits the filler above 70°C — which covers virtually all conventional tuna, mackerel, and salmon canning — steam flow closure is usually the better choice because it delivers adequate vacuum at higher line speeds with lower equipment cost.
The overlap zone between 40°C and 70°C requires product-specific testing. Some processors run dual-method validation trials using both techniques on pilot-scale equipment and select based on measured vacuum retention after accelerated shelf-life simulation rather than relying on theoretical calculations alone.
2. Match Seamer Chuck Range to Your Can Diameter Requirements
Every can seamer uses precision-machined chucks that grip the can body and lid during the seaming operation. The chuck diameter must match your can diameter within tight tolerances — typically plus or minus 0.1 mm. This means the seamer model you select must either support your exact can diameter natively or accept quick-change chuck tooling that covers your full range of planned can sizes.
| Common Fish Can Diameter | Typical Application | Chuck Size Required | Changeover Time (with tooling) |
|---|---|---|---|
| 73 mm (D73) | Sardine tins, specialty portion packs, single-serving cans | D73 dedicated chuck | 8–15 minutes if tooling pre-staged |
| 83 mm / 85 mm | Small sardine cans, some regional tuna formats | D83 or D85 chuck | 8–15 minutes |
| 99 mm / 100 mm / 102 mm | Standard tuna can (most common globally), general-purpose fish can | D100 or D102 chuck (most universal) | 10–20 minutes — this is the most frequently used chuck size across the industry |
| 127 mm / 130 mm | Large institutional cans, family-size packs, catering formats | D127 or D130 chuck | 12–25 minutes |
| 153 mm | Jumbo institutional cans, bulk pack formats | D153 specialized chuck | 15–30 minutes |
Practical Note: If your plant runs more than one can diameter on the same line — for example, standard 100mm tuna cans during peak season switching to 73mm sardine cans during off-season — verify that the seamer model accepts tooling changeover without requiring manufacturer technician presence. Some entry-level seamers are designed for single-diameter operation only and cannot accommodate chuck swaps in the field. A seamer that supports five-minute operator-level changeover across your full diameter range eliminates the need for a second machine and significantly improves line utilization flexibility.
Lid Format Considerations
The chuck system must also accommodate your lid profile. Full-aperture easy-open ends require different seaming roller paths and pressure profiles than conventional non-easy-open lids because the scored tear panel creates a localized weakness zone that the seaming rollers must avoid overstressing. If your product uses easy-open ends — which now represents over sixty percent of retail canned fish packaging in developed markets — confirm that the seamer supplier has validated their tooling configuration for your specific end manufacturer's lid specification sheet. Using generic easy-open settings without lid-maker-specific calibration is one of the most frequent sources of seam-leak defects in modern fish canning operations.
3. Calculate Line Speed Requirements Correctly
Line speed is where most selection errors originate. Procurement teams tend to specify seamer capacity based on current production volume plus a flat twenty percent growth margin. That approach ignores the interaction between seamer speed and four operational variables that determine actual throughput at the plant floor level.
The Real-Speed Formula
Effective output equals rated speed multiplied by four derating factors:
- OEE Factor: Overall Equipment Effectiveness typically ranges from 65 percent to 85 percent on well-managed fish canning lines. New installations often assume 95 percent OEE during budgeting but achieve closer to 70 percent during the first year of operation as operators learn changeover procedures, maintenance routines develop, and minor process adjustments accumulate.
- Changeover Derating: If your line switches between products, can sizes, or label formats, every changeover consumes productive minutes. A line running eight-hour shifts with two daily changeovers loses 30 to 60 minutes per day to setup time alone — reducing effective available runtime by 6 to 12 percent before the seamer even starts cycling.
- Product Mix Weighting: Not all products run at the same speed. A 300 CPM-rated seamer processing 73mm sardine cans may achieve full rating, but the same machine running 153mm institutional cans with heavier lids and thicker material gauges often cycles 15 to 25 percent slower due to longer seaming dwell time per can.
- Seasonal Peak Buffer: Fish canning is inherently seasonal in many regions. Wild-capture fisheries have defined seasons lasting three to six months. During those windows, the line must operate at maximum sustainable output. Specifying for average annual demand instead of seasonal peak demand means leaving revenue on the table during the narrow window when raw material supply and market pricing align favorably.
| Your Situation | Specification Approach | Example Calculation |
|---|---|---|
| Single product, single can size, year-round operation | Rated speed times 1.15 (OEE + minor buffer) | Target 250 CPM output → Specify 290 CPM seamer minimum |
| Two can sizes, moderate seasonality | Rated speed times 1.35 to 1.45 (add changeover + peak buffer) | Target 300 CPM peak → Specify 420 CPM seamer minimum |
| Multiple products, multiple sizes, strong seasonality | Rated speed times 1.50 to 1.70 (full derating stack) | Target 400 CPM peak → Specify 600 to 680 CPM seamer minimum |
Cost Angle: Undersizing a seamer by 30 percent to save fifteen thousand dollars on purchase price typically costs forty to eighty thousand dollars per year in lost seasonal throughput opportunity, overtime labor premiums during peak periods, and expedited shipping charges to meet customer orders that the undersized line cannot produce within normal operating hours. The seamer is the wrong place to cut capital costs on a fish canning line — it is the rate-limiting machine that determines total plant output ceiling.
4. Must-Have Specifications for Fish Can Seamers
Beyond the three core selection variables, verify that any seamer on your shortlist meets these minimum specifications for fish canning applications specifically. General-purpose seamers sold for vegetable or meat canning often lack features that fish products demand due to the corrosive salt environment, high oil content, and stringent export-market inspection standards that characterize seafood canning.
| Specification Category | Minimum Requirement for Fish Canning | Why It Matters for Seafood |
|---|---|---|
| Construction Material (Contact Parts) | SUS304 or SUS316 stainless steel for all product-contact surfaces including chucks, seaming rollers, lift cylinders, and conveyor components | Salt water, brine solutions, and acidic sauces attack carbon steel and lower-grade alloys. Corrosion debris from degraded contact surfaces contaminates seams causing micro-leaks and inspection failures. |
| Seam Integrity Monitoring | Automatic seam thickness measurement with out-of-tolerance rejection or alarm, plus vacuum monitoring on every can or statistical sampling basis | Fish can export markets (EU, USA, Japan, Australia) perform mandatory seam inspection on incoming containers. A batch-wide rejection at border inspection costs the full container value plus return shipping and destruction expenses. |
| No-Can-No-Lid Detection | Optical or mechanical sensors that prevent seaming when can body or lid is missing from station | Prevents lid-only or can-only cycles that damage tooling and create dangerous sharp-edge waste in the product stream. Also prevents incomplete units from passing downstream to retort where they explode under pressure. |
| Lubrication System | Automatic centralized lubrication with food-grade lubricant, sealed bearing housings preventing contamination ingress | Fish canning environments generate salt spray and oil mist that penetrates open lubrication points. Contaminated grease accelerates bearing wear and risks product contamination if seals fail. |
| Sanitary Design Rating | IP55 minimum enclosure rating, washdown-compatible frame construction, no horizontal ledges where liquid pools, tool-less daily disassembly access for cleaning | Daily sanitation cycles are mandatory in fish processing facilities. Equipment that traps moisture, fish residue, or cleaning chemicals becomes a microbial growth source and corrosion initiation point within weeks. |
| Control System | PLC-based control with touchscreen HMI, recipe storage for multiple can-size configurations, fault diagnostics with error code display, production counter and OEE tracking outputs | Reduces changeover time through stored parameter recall, enables data-driven maintenance scheduling through fault logging, and provides traceability documentation required by food-safety audit schemes including BRC, IFS, and SQF. |
5. Questions to Ask Every Seamer Supplier Before Purchase
Technical specifications on datasheets tell you what a seamer can do under ideal conditions. These questions reveal what it will do in your specific installation environment:
- What is the actual changeover time between my smallest and largest can diameter when performed by my own operators, not your demonstration technicians? Request video documentation of a real changeover performed by an operator unfamiliar with that specific machine, not a pre-rehearsed factory demo. Changeover times quoted in sales presentations often exclude tooling retrieval, calibration verification, and test-can production steps that consume real shift time on your floor.
- Which easy-open lid manufacturers have you formally validated your seamer tooling against? Obtain written confirmation letters or test reports covering the specific lid brands and end specifications you plan to use. Validation should include teardown seam measurements meeting the lid maker's published seam dimension specifications, not just functional hold-vacuum tests.
- What is your delivered spare-parts commitment for the first two years, including critical wear items like seaming rollers, chuck inserts, and lift pads? Seaming rollers are consumable items with service lives ranging from 8 million to 20 million can cycles depending on can material and product type. A seamer delivery that excludes initial roller sets means your line stops for parts procurement before the first roller replacement interval arrives. Negotiate a starter spares package as part of the initial order, not an aftermarket add-on.
- What happens when a can jams in the seaming station during operation — does the machine detect it automatically, stop safely, and allow operator clearing without tool damage, or does it force the jam through and destroy tooling? Low-cost seamers sometimes lack stall-detection logic and will continue driving the seaming head against a jammed can until the motor overload trips or the chuck fractures. This single failure mode can destroy thousands of dollars of precision tooling and halt production for days while replacement parts arrive.
- Provide three references from existing fish canning customers running similar can sizes and line speeds who have operated your equipment for at least eighteen months. Call them. Ask about actual achieved uptime, frequency of unplanned downtime events, responsiveness of your service organization when problems occurred, and whether they would purchase the same equipment again given their current experience. Sales references who have owned the equipment less than six months have not yet experienced the failure modes that emerge after initial warranty-period operation.
6. Common Mistakes That Cause Costly Retrofits
These five mistakes account for the majority of seamer-related retrofit projects in fish canning plants. Each one adds between twenty thousand dollars and one hundred thousand dollars in unplanned expenditure, plus production downtime during the correction work.
| Mistake | Why It Happens | Consequence | Prevention |
|---|---|---|---|
| Specifying for current volume only, ignoring seasonal peaks | Budget pressure leads to selecting the cheapest machine that handles today's output. Seasonal peak demand is treated as a future problem. | During fishing season, the line cannot keep up with raw material intake. Excess catch is diverted to lower-value frozen product or spot-market sale at discounted prices. Revenue loss far exceeds the capital saved on the smaller seamer. | Specify seamer capacity based on highest historical seasonal peak plus twenty percent growth margin, not on annualized average volume. |
| Selecting vacuum chamber method for a hot-fill product | Procurement assumes vacuum chamber always produces better results regardless of fill temperature. Technical input from operations is not consulted during selection. | Steam generated inside the evacuation chamber condenses on pump internals causing accelerated wear, oil contamination, and frequent pump failures. Cycle times extend as pump struggles against continuous steam load. Maintenance cost doubles compared to steam-flow closure alternative. | Match seaming method to fill temperature. Above 70°C, default to steam flow closure unless product formulation specifically requires deeper vacuum than steam can provide. |
| Assuming one chuck size covers future can expansion plans | Current production uses only 100mm cans. Marketing mentions possible 73mm sardine line next year. Decision deferred to save money now. | When sardine line launches, the purchased seamer cannot accept 73mm chucks because the machine architecture was designed for 99-153mm range only. Second machine purchase required, or complete seamer replacement with significant capital loss on original unit. | Define all planned can sizes before selection. Verify seamer tooling range covers entire current and forecast portfolio including contingency sizes. |
| Ignoring easy-open end validation status | Seamer supplier confirms compatibility with easy-open lids generally. Specific lid manufacturer validation is assumed equivalent. | Seam dimensions fall outside tolerance band for chosen lid brand. Lid maker refuses to warrant their product when paired with unvalidated seamer. Customer complaints about difficult opening or lid detachment during distribution appear within months of launch. | Obtain formal validation documentation naming your specific lid supplier and end specification before finalizing purchase order. Test with actual production materials during factory acceptance test. |
| Underestimating integration complexity with filler and retort | Seamer is sourced independently from filler and retort suppliers. Integration responsibility is assumed to be straightforward bolt-together connection. | Conveyor height mismatch between filler discharge and seamer inlet requires custom fabrication. Seamer outfeed elevation does not match retort loader infeed height. Timing signals between machines are incompatible. Commissioning extends from one week to six weeks while integration issues are resolved one by one. | Request integrated line layout drawing from seamer supplier showing exact interface dimensions and signal protocols with your planned upstream and downstream equipment. Resolve mismatches before equipment ships from factory. |
7. How Seamer Selection Connects to Your Complete Canning Workflow
The seamer does not operate in isolation. Its performance interacts directly with the filler feeding it cans and the retort receiving sealed cans downstream. Understanding these interfaces prevents the integration mistake described above and ensures balanced line design where no single machine creates a bottleneck that wastes the capacity of adjacent equipment.
The filler-to-seamer interface matters because fill level consistency affects seaming quality. Overfilled cans create headspace inconsistency that causes vacuum variation from can to can even with perfect seamer operation. Underfilled cans leave excessive headspace that reduces vacuum retention during thermal processing. If your filler exhibits fill-weight variation exceeding plus or minus two grams across the production run, address the filler capability before investing in premium seamer precision — the seamer cannot compensate for inconsistent incoming product.
The seamer-to-retort interface matters because seam integrity determines retort safety. Cans entering the retort cooker with marginal seams may survive ambient storage conditions but fail when subjected to combined internal pressure buildup from steam heating and external mechanical handling on retort baskets. A retort explosion caused by a failed seam under processing pressure creates a contamination event affecting the entire retort batch, not just the individual defective can. This is why seam monitoring and rejection capability on the seamer itself is non-negotiable for fish canning — the downstream cost of a single escaped defective can is disproportionate to the incremental cost of inline monitoring equipment.
Planning Resource: For facilities designing a new fish canning line or upgrading existing capacity, HSYL provides integrated equipment solutions spanning filling, seaming, retorting, labeling, and case packing. Review the food processing equipment solution overview for line configuration options that pre-resolve interface compatibility questions and ensure matched capacity ratings across all stations.
8. Cost and Value Summary
Seamer capital cost varies widely based on vacuum method, speed rating, automation level, and build quality. Rather than quoting prices that vary by region, currency fluctuation, and customization scope, the following value framework helps evaluate whether a specific quotation represents fair value for your application:
| Investment Tier | Typical Speed Range | Appropriate For | Total-Cost-of-Ownership Factors to Evaluate |
|---|---|---|---|
| Entry-Level Semi-Automatic | 60–150 CPM, manual lid loading | Startup operations, pilot production, low-volume specialty products, markets where labor cost is low relative to equipment capital | Labor cost per can (manual loading is slow), limited scalability, higher training dependency, unsuitable for retail export markets demanding consistent seam quality |
| Mid-Range Automatic | 200–400 CPM, automatic lid placement, basic monitoring | Established regional canners, single-shift or double-shift operations, domestic and near-export market supply | Balance of capital efficiency and automation benefit. Verify monitoring coverage meets your target market inspection standards. Check spare-parts availability and local service support network. |
| High-Speed Production | 500–800+ CPM, full seam monitoring, rapid changeover, data connectivity | Large-volume exporters, multi-shift continuous operation, regulated markets (EU, USA, Japan) with strict border inspection requirements, facilities pursuing food-safety certification audits | Highest capital cost but lowest per-can operating cost at volume. Data connectivity enables predictive maintenance and OEE optimization that recover premium investment within 18 to 36 months on well-utilized lines. |
ROI Perspective: On a line producing fifty million cans annually, a ten-cent-per-can reduction in rework and rejection rate — achievable primarily through superior seaming consistency and reliable inline monitoring — generates five million dollars in avoided annual loss. Against that savings potential, the price difference between a mid-range seamer and a premium high-speed model with advanced monitoring typically recovers within twelve to eighteen months of operation. The decision framework should compare total cost of ownership across a five-year horizon, not purchase price alone.
Related Equipment for Fish Processing Lines
Fish can seamers function as part of a broader processing workflow. The following equipment categories connect directly to seamer operation and selection decisions:
- Commercial Griddles and Cooking Ranges — Pre-cooking and searing stations for fish products before filling. Heat treatment parameters affect fill temperature entering the seamer, which in turn determines optimal seaming method selection between vacuum chamber and steam flow closure.
- Automatic Steamer Cabinets — Steam cooking equipment for pre-processing fish prior to canning. Steaming temperature and holding time influence product texture and moisture content, both of which affect fill weight consistency and headspace management at the seaming station.
- Commercial Kitchen and Food Processing Solutions — Integrated line design resources covering layout planning, utility sizing, hygiene zoning, and equipment matching for complete fish processing facility development or expansion projects.
Frequently Asked Questions
What is the difference between vacuum chamber seaming and steam flow closure for fish cans?
How do I know what can sizes my seamer needs to handle?
What line speed should I specify for a fish can seamer?
Can I use the same seamer for easy-open and regular non-easy-end lids?
What spare parts should I negotiate with the initial seamer purchase?
How long does seamer changeover take between different can sizes?
Does fish can seamer selection affect retort cooker performance downstream?
What maintenance schedule does a fish can seamer require?
Related Articles









Get professional consultation
Do you have any questions or need technical support regarding the content of this article? Fill out the form below, and our expert team will provide you with professional solutions.