

Food Processing Line Solutions
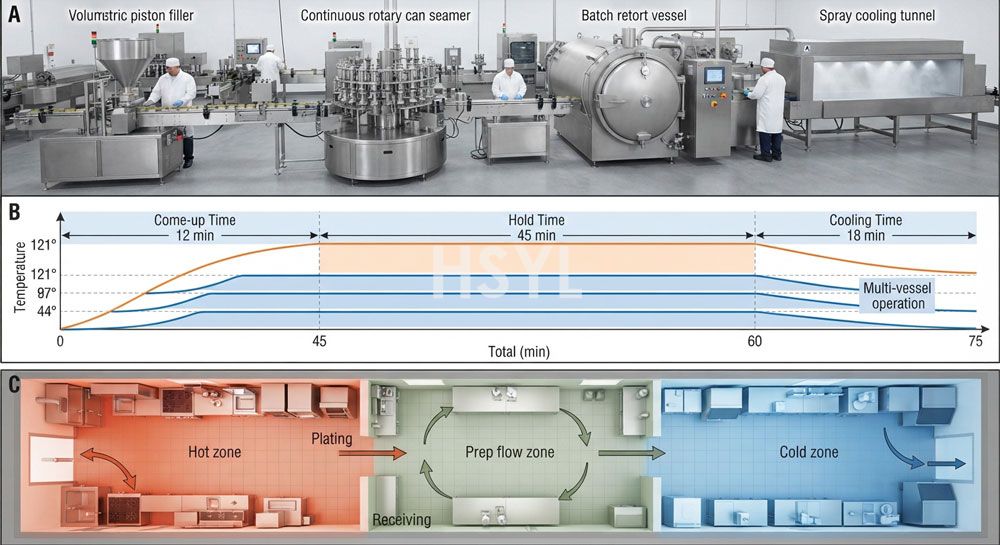
Commercial Kitchen Layout Planning: Hot Zone, Cold Zone and Prep Flow
Most commercial kitchen layout problems trace back to a single planning failure:...
Read more →End-to-end design, manufacturing, and delivery—empowering you to achieve efficient, compliant, and highly profitable production in any global market.
The commercial fridge freezer solution addresses the full cold-storage stage of a foodservice or food processing operation — from receiving inspection through ingredient staging to cooking-station pickup. It covers every type of commercial storage refrigeration: upright reach-in cabinets, undercounter units, pass-through refrigerators, glass-door display fridges, walk-in cold rooms and freezer rooms, and dual-temperature combinations. The solution integrates refrigeration equipment selection, cold-zone kitchen layout, utility and ventilation planning, temperature monitoring and HACCP compliance, and project delivery into a single engineered package.
The solution is built around four operational questions that drive every downstream decision: what volume and format of ingredients must be stored, how many door cycles per service period define the actual cooling load, what is the kitchen ambient temperature at the installation location, and what container format — GN pans, sheet trays, bulk bins, or mixed — dominates the kitchen's ingredient staging. A fridge freezer ordered by catalogue litre capacity alone, without answering these four questions, will underperform in service regardless of its specification-sheet rating.
This page is a solution brief for restaurant operators, hotel F&B managers, central kitchen planners, catering facility project engineers, procurement managers, and kitchen consultants evaluating commercial refrigeration projects. The solution covers storage refrigeration only — not blast chillers, IQF freezers, or process freezing equipment, which belong to the freezing systems category. The refrigeration solution integrates into broader kitchen equipment solutions and anchors the cold zone in any commercial kitchen layout.
The commercial fridge freezer solution applies across all foodservice and food processing operations that require temperature-controlled ingredient and product storage. The solution boundary must be defined at the start of every project:
The cold-chain flow below maps temperature-controlled product movement from receiving to cooking. Steps may be removed for kitchens without specific stages but must not be reordered — reversing the sequence creates cross-contamination risk:
The flow depends on physical separation of raw and ready-to-eat product within the same refrigeration unit — achieved through shelf hierarchy, not separate cabinets, in most kitchens. Dedicated raw-product refrigerators are required only for high-risk operations processing large volumes of raw protein. For the full cold-zone layout framework, see the commercial kitchen layout planning guide.
The table below lists the principal commercial refrigeration equipment categories. Standard equipment is typical for most kitchens; optional items apply to specific storage volumes, kitchen formats, or throughput levels.
| Equipment Category | Recommended Equipment | Main Function | Capacity Basis | Standard / Optional | Key Customization Input |
|---|---|---|---|---|---|
| Upright reach-in | Single-door, double-door, or triple-door upright fridge or freezer; solid or glass door | General-purpose ingredient storage; highest shelf-count-to-footprint ratio | Internal volume (L); door count; shelf count | Standard — primary storage for most kitchens | Shelving type (wire, solid, GN runners); door material and swing; compressor location |
| Undercounter | Undercounter fridge or freezer fitting under standard worktop height | Ingredient storage at the prep or cooking station — eliminates walk-to-storage trips | Internal volume (L); door or drawer count | Standard for prep and line stations | Drawer vs door; worktop material; casters or legs |
| Pass-through | Double-door pass-through fridge or freezer with doors on both kitchen sides | Ingredient loading from prep side, pickup from cooking side — no cross-traffic through the cold zone | Internal volume (L); door configuration | Standard for central kitchens and high-volume lines | Door swing direction; shelf type on each side; glass or solid doors |
| Glass-door display | Full-glass or half-glass door fridge; single or double door | Front-of-house or pass-display of chilled beverages, desserts, and grab-and-go items | Door count; internal volume | Optional — front-of-house and grab-and-go only | Glass type (single/double/triple pane); LED lighting; door-frame finish |
| Dual-temperature combination | Single cabinet with separate fridge and freezer compartments; single compressor | Combined refrigeration and freezing in one footprint — saves floor space | Fridge volume + freezer volume (L) | Optional — space-constrained kitchens | Compartment split ratio; independent or shared compressor; door count per compartment |
| Walk-in cold room / freezer room | Prefabricated panel cold room or freezer room; remote condensing unit | Bulk storage for high-volume central kitchens, banquet facilities, and food processing | Floor area (m²); internal volume (m³); pallet or shelf capacity | Optional — high-volume operations only | Panel thickness; floor type; door size and type; shelving layout; temperature alarm and trapped-person alarm |
| Temperature monitoring | Digital temperature logger with probe per unit; USB, WiFi, or cloud-connected | Continuous temperature recording for HACCP compliance; high/low alarm with notification | Probe count; logging interval | Standard — required for HACCP-registered kitchens | Logging method; alarm thresholds; remote notification; integration with kitchen management system |
Equipment listed as optional must not be presented as standard in a proposal. A walk-in cold room is not an upgrade to an upright reach-in — it is a different equipment category for a different storage volume. Ordering a walk-in for a 50-cover restaurant is an over-specification that wastes floor space, energy, and capital. For specific refrigeration equipment specifications, browse the commercial kitchen equipment catalog.
Selecting the correct mix of refrigeration equipment depends on four operational variables, not on catalogue preference. The table below maps selection criteria to the appropriate equipment category.
| Selection Criterion | Upright Reach-in | Undercounter | Pass-through | Walk-in Cold Room |
|---|---|---|---|---|
| Storage volume bandwidth | 200–1,400 L per cabinet | 100–400 L per unit | 400–1,200 L per cabinet | 5–50+ m³ |
| Best for | General ingredient storage; bulk backup | Station-level ingredient access; eliminates walk-time | Prep-to-cooking handoff; no cross-traffic | Pallet and bulk storage; central kitchen and banquet |
| Do not select when | Floor space is tighter than shelf-height utilization justifies | Kitchen has a dedicated walk-in with prep-station pull already organized | Kitchen layout does not have two separated zones requiring pass-through access | Total frozen or refrigerated storage is under 3 m³; a walk-in at that scale wastes more space to access aisles than it provides in storage |
| Door-cycling tolerance | Moderate — designed for multiple cycles per hour | Low — optimized for occasional access; not for line-cooking access | High — designed for frequent access from two sides | Low per door cycle — high thermal mass stabilizes temperature; heavy door and strip curtains limit cycling |
| Key layout consideration | Requires condenser-side ventilation clearance | Fits under standard worktop; check condenser clearance at toe-kick | Must align with kitchen zone boundary wall | Panel-construction access; floor insulation and vapour barrier; remote condenser location |
A kitchen that orders one large walk-in instead of three upright reach-ins spread across prep, line, and storage zones may save floor area on paper but adds walking distance that accumulates to hours of lost labour per shift. The refrigeration equipment mix is a workflow decision, not a storage-volume calculation. For guidance on full kitchen equipment selection, see the central kitchen equipment selection guide.
Refrigeration capacity is not measured in litres alone. The following variables determine whether a given fridge or cold-room configuration will function in service:
Where project data is not yet available, capacity variables must be expressed as {{CAPACITY}} placeholders or as influencing-factor ranges. Nominal volume must not be quoted as guaranteed usable storage.
The cold zone is the single largest refrigeration design decision. Layout must define:
For the complete three-zone separation framework, see the commercial kitchen layout planning guide.
Only confirmed utility values should be quoted in a final proposal. The items requiring calculation:
Refrigeration utility demand is continuous — unlike cooking equipment that cycles with service periods, a fridge compressor runs 24 hours. The annual energy cost of commercial refrigeration often exceeds its purchase cost within 3–5 years. Energy-efficiency comparisons between models must be part of the selection criteria, not an afterthought.
Temperature control is the primary food-safety function of commercial refrigeration. The solution must address:
"Designed to comply with" a food safety standard is not equivalent to certified compliance and must not be presented as such. HACCP compliance is a system-level outcome, not an equipment specification.
Quality control in the cold-storage solution focuses on temperature integrity at every transition point:
Refrigeration equipment affects kitchen labour in three areas:
Solutions should be evaluated on total labour cost per shift, not on equipment price alone. A low-cost fridge that requires additional cleaning labour, more frequent gasket replacement, and condenser service calls can exceed the lifetime cost of a higher-specification unit within two years of installation.
Refrigeration customization is driven by storage format, throughput, site conditions, and local codes:
A change to refrigerant type alone can affect compressor specification, condenser design, energy-labelling compliance, and delivery lead time. Refrigerant decisions must be locked at the quotation stage.
A commercial refrigeration solution is delivered through the following stages. Specific durations cannot be promised without confirmed project data. The most underestimated stage in cold-storage projects is condenser ventilation planning — ordering a bank of air-cooled fridges before confirming that the kitchen has adequate ventilation for their combined heat rejection leads to compressor failures within the first operating season.
To prepare a technical quotation for a commercial fridge freezer solution, please provide:
International certifications including GMP, FDA, CE, and HACCP ensure your products succeed worldwide.
Average payback period of 18 months, 25% lower energy consumption, and 300% higher production capacity.
End-to-end support—from feasibility studies to after-sales maintenance—so you can focus on your core business.
Why choose us? Three core pillars ensure maximum return on your investment.
Fully customized design from the ground up, strictly compliant with the highest global standards (GMP, FDA, CE), ensuring a perfect fit for your unique requirements—ideal for high-standard markets such as Europe and the Middle East.
One-stop service covering feasibility studies, equipment manufacturing, system integration, installation, commissioning, and operator training—simplifying even the most complex projects. Especially suited for fast-growing markets in Southeast Asia.
Our systems feature rapid changeover capabilities and energy-efficient design, enabling you to adapt effortlessly to market shifts while minimizing operational costs and maximizing ROI.
From individual equipment to complete production lines, our products cover every aspect of food processing, ensuring that your turnkey projects have the most reliable technological foundation.
Global certifications including CE, FDA, and GMP
Tailored solutions based on your specific needs
From installation and commissioning to after-sales support
Green manufacturing to reduce operational costs
Covering 12 core industries, each solution has been validated through practical experience and tailored to your specific needs

Advanced seafood processing lines for fish, shrimp, and crab. Includes grading, ...
View
Industrial processing lines for tomato paste, chili sauce, and mayonnaise. High-...
View
Industrial fruit and vegetable processing Solutions. Turnkey solutions for washi...
View
Professional meat processing equipment solutions. Automated lines for sausage, h...
ViewBacked by real-world case studies, showcasing our successful experience across industries and regions.
Latest technological trends and professional insights
Most commercial kitchen layout problems trace back to a single planning failure:...
Read more →
Stainless steel is the default material for commercial kitchen equipment, but no...
Read more →
Central kitchen operators rarely question whether to automate — the question is ...
Read more →
Hotel breakfast service is one of the most demanding operational windows in comm...
Read more →
Opening a new restaurant involves hundreds of decisions, but few carry the long-...
Read more →
When a single cooking range burner fails at 7:30 PM on a Friday night, the cost ...
Read more →
A pass-through sterilizer sits at the boundary between two zones of different cl...
Read more →
Choosing between the Cooking Range 700 Series and the Cooking Range 900 Series i...
Read more →Our professional team will provide you with the optimal food processing equipment solution. Contact us today for a detailed consultation.