A pass-through sterilizer sits at the boundary between two zones of different cleanliness — a cleanroom and a production floor, a sterile packaging area and a non-sterile staging zone, a GMP-compliant assembly room and a raw-material receiving dock. Its job is simple but critical: move materials across that boundary without creating a contamination pathway that defeats the purpose of the controlled environment on the other side.
The question is not whether pass-through sterilizers are useful — they clearly are in the right context. The question is whether your specific operation actually needs one, or whether simpler alternatives (single-door autoclaves, surface disinfection stations, laminar flow hoods) can achieve acceptable risk mitigation at lower capital and operational cost. This guide gives you a decision framework based on five factors: cleanliness classification of your zones, sensitivity of the materials you transfer, regulatory requirements governing your industry, throughput volume and frequency, and the financial trade-off between equipment cost and the consequences of a single contamination event.

1. What a Pass-Through Sterilizer Actually Does
Before evaluating whether you need one, understand what the machine does and does not do.
| Function | What It Does | What It Does NOT Do |
|---|---|---|
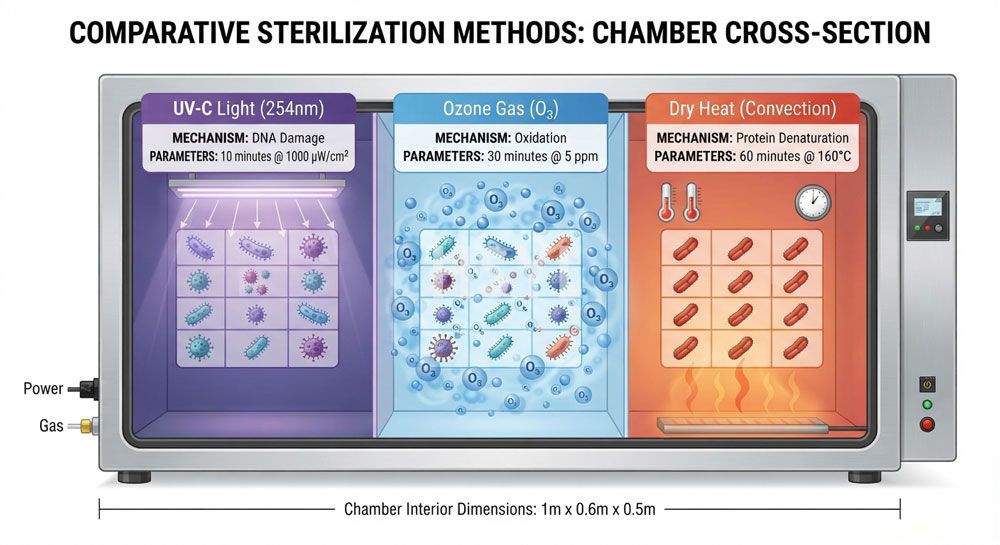
| Sterilizes transferred items | Kills or inactivates 99.9% of bacteria, viruses, molds and spores on surfaces of objects placed inside the chamber using UV-C radiation, optional ozone generation, and/or optional dry heat up to 180°C depending on configuration | Does NOT sterilize liquids, porous materials, or items with internal cavities where microorganisms may be sheltered from surface exposure; does NOT replace terminal sterilization of sealed packaged products (that requires retort or aseptic processing) |
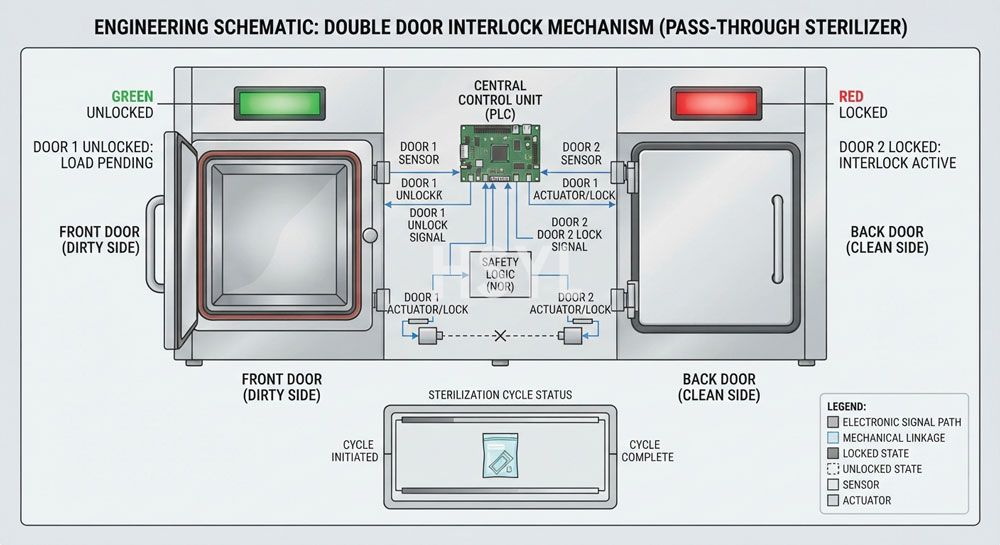
| Maintains barrier integrity | Physical double-door interlock mechanism ensures both doors cannot open simultaneously; opening one door automatically locks the other until the cycle completes, preventing direct airflow path between zones of different pressure classification | Does NOT create or maintain positive-pressure differential itself; it relies on the building's HVAC system to maintain pressure differential — the sterilizer merely prevents the doors from being opened concurrently |
| Provides documented decontamination | Digital cycle logging records time, temperature (for dry heat cycles), UV exposure duration and completion status for each transfer batch; supports traceability requirements under GMP, FDA 21 CFR Part 11 and HACCP documentation standards | Does NOT replace environmental monitoring (particle counts, viable surface sampling, air settle plates) — those remain separate quality-control activities regardless of whether a pass-through sterilizer is present |
Core Value Proposition: A pass-through sterilizer replaces the human-behavior-dependent process of "spray-and-wipe" disinfection at a cleanroom boundary with an automated, logged, verifiable sterilization cycle. If your current protocol relies on operators correctly following a manual spray-wipe procedure 100 times per day, every day, a pass-through sterilizer eliminates that behavioral failure point.
2. Five Factors That Determine Whether You Need One
Factor 1: Cleanliness Classification Gap Between Your Two Zones
The larger the cleanliness gap between the zone you are transferring FROM and the zone you are transferring TO, the stronger the argument for a pass-through sterilizer.
| Transfer Direction | Cleanliness Gap | Risk Level Without Sterilizer | Pass-Through Necessity |
|---|---|---|---|
| Non-classified storage → ISO Class 8 (Class 100,000) | Moderate | Moderate — basic wiping may suffice if materials are pre-packaged | Optional |
| Non-classified storage → ISO Class 7 (Class 10,000) | High | High — airborne particulate and microbial load difference is significant | Recommended |
| ISO Class 8 → ISO Class 7 | Moderate-High | Moderate-High — both are controlled environments but at different levels | Recommended for sensitive products |
| ISO Class 7 → ISO Class 6 (Class 1,000) | Very High | Very High — entering stricter controlled environment | Necessary for most regulated operations |
| ISO Class 6 → ISO Class 5 (Class 100) | Extreme | Extreme — highest standard cleanroom boundary | Essential; often legally required by GMP or pharmaceutical regulations |
| GMP Grade D/C/B/A transitions | Per EU GMP Annex 1 classification | Determined by product risk assessment | Mandatory for Grade B and above in most jurisdictions |
Practical Rule: If either side of your transfer point is classified at ISO Class 7 or cleaner (or GMP Grade C or cleaner), invest in a pass-through sterilizer. The cost of one contamination event — product recall, batch destruction, regulatory citation, brand reputation damage — typically exceeds the purchase price of the sterilizer by a factor of 5–20x.
Factor 2: Sensitivity of Materials Being Transferred
Not all materials carry the same contamination consequence. A stainless steel tool that will be re-sterilized before contact with product carries less risk than a primary packaging material that will directly touch finished product.
| Material Category | Examples | Contamination Consequence If Unsterile | Sterilizer Priority |
|---|---|---|---|
| Primary packaging (direct food/drug contact) | Bottles, jars, pouches, blister packs, trays, lids, caps before filling | Critical — directly contaminates final product; may trigger consumer illness, recall, regulatory action | Highest — always sterilize before entering Grade B+ zone |
| Tools and utensils | Scoops, spatulas, mixing paddles, knives, molds, cutting boards | High — indirect contact via operator hands or direct contact during use | High — sterilize if tools enter controlled zone without intermediate wash step |
| Raw materials and ingredients | Bulk powders, granules, liquids in outer containers, spices, additives | Variable — depends on whether outer container is removed inside controlled zone | Moderate to High — sterilize outer containers if opened inside cleanroom |
| Documentation and supplies | Batch records, labels, gloves, gowns, cleaning cloths, sampling equipment | Low-Moderate — indirect contact risk; documents don't contact product but handlers touch them then touch product | Moderate — UV-C sufficient; dry heat rarely needed for paper/plastic |
| Finished products leaving sterile zone | Packaged ready-to-ship product moving from sterile packing area to warehouse | Low — product already sealed; contamination risk is external package surface only | Low — surface wipe usually adequate unless regulatory requires documented exit sterilization |
Factor 3: Regulatory and Certification Requirements
Some industries mandate pass-through sterilization by regulation. Others strongly recommend it as best practice. Knowing which category your operation falls into determines whether this is an optional upgrade or a compliance necessity.
- Pharmaceutical manufacturing (GMP): Pass-through sterilizers (or equivalent validated decontamination systems) are effectively mandatory at Grade B/A boundaries in most jurisdictions following EU GMP Annex 1, FDA Guidance, PIC/S WHO guidelines. Audit findings frequently cite inadequate material transfer controls as critical observations.
- Medical device manufacturing (ISO 13485): Required at boundaries between controlled assembly areas and non-controlled storage or receiving areas, particularly for devices contacting mucosal membranes, blood pathways or implanted tissues. Risk classification per ISO 14971 drives the requirement stringency.
- Food processing (HACCP / FSMA / BRC / SQF): Not universally mandated by regulation, but increasingly expected by third-party auditors (BRC Global Standard for Food Safety Issue 7+, SQF Edition 9, FSSC 22000) at high-risk transfer points — particularly where allergen cross-contact or pathogen introduction could occur at zone boundaries.
- Cosmetics manufacturing (ISO 22716): Recommended for preservative-free or low-preservative formulations entering controlled filling environments; required for cosmetics making antimicrobial claims in some markets (EU Cosmetic Regulation EC 1223/2009 expects appropriate contamination control).
- Hospital CSSD (Central Sterile Supply Department): Mandatory for transfer of instruments and supplies between decontamination area and sterile preparation/assembly areas; governed by national healthcare facility standards and accreditation bodies (Joint Commission, DNV GL, etc.).
- General food central kitchens (no GMP claim): Optional — driven by internal food safety policy and customer requirement rather than explicit regulation. However, customers requiring supplier audits (retail chains, institutional food service contractors, export-market importers) increasingly expect documented material-transfer controls at clean-dirty boundaries.
Factor 4: Throughput Volume and Transfer Frequency
The economic case for a pass-through sterilizer strengthens as transfer frequency increases. Calculating your daily and hourly transfer volume helps justify the capital expenditure.
| Transfer Frequency Profile | Daily Transfers (Est.) | Peak Hour Transfers | Sterilizer Justification |
|---|---|---|---|
| Occasional (few times per week) | 5–15 per week | 1–3 per hour during use periods | Marginal — consider shared unit or portable alternative; fixed pass-through may sit idle >80% of time |
| Regular (daily but not continuous) | 30–80 per day | 5–12 per hour | Justified — utilization rate supports dedicated unit; cycle time becomes meaningful productivity factor |
| Frequent (continuous during shifts) | 100–300+ per day | 15–40 per hour | Strongly justified — consider multi-chamber unit or parallel units if single-chamber cycle time creates bottleneck; calculate ROI against labor cost of manual alternative |
| High-speed automated line | 500+ per day | 60+ per hour | Essential — manual disinfection cannot keep pace; may require conveyor-integrated or custom high-cycle-rate solution beyond standard chamber design |
Labor Calculation: If each manual spray-wipe-disinfect-dry-log cycle takes 90 seconds per item and your operators perform this 80 times per day, that is 120 minutes of dedicated labor daily (~$25–40/day at typical rates). A pass-through sterilizer with a 15-minute UV cycle handling 20 items per cycle reduces this to 6 cycle-starts per day = 15 minutes of operator time plus unattended cycle runtime. Over 250 operating days annually, the labor savings alone range from $6,000–10,000 — which may cover 30–60% of the equipment purchase price depending on model selected.
Factor 5: Cost-Benefit Analysis — When Does It Pay For Itself?
| Cost Component | Small Unit (300–400 mm chamber) | Medium Unit (450–500 mm chamber) | Large Unit (500–600 mm chamber) | |
|---|---|---|---|---|
| Equipment purchase price | $2,500 – $5,000 | $5,000 – $9,000 | $8,000 – $15,000+ | |
| Installation and commissioning | $200 – $500 | $400 – $800 | $600 – $1,200 | |
| Annual electricity (UV mode, ~100W average) | $30–$50/year | $40–$70/year | $50–$80/year | |
| Annual electricity (dry heat mode, ~2kW avg) | $150–$300/year | $250–$450/year | $350–$600/year | |
| UV lamp replacement (annual if 24/7 operation) | $80–$150/year | $120–$200/year | $150–$280/year | |
| HEPA filter replacement (if equipped, annual) | $100–$200/year | $150–$280/year | $200–$380/year | |
| Preventive maintenance (semi-annual service visit) | $150–$300/year | $200–$400/year | $300–$500/year | |
| Estimated 5-Year Total Cost of Ownership | $4,000 – $8,000 | $8,000 – $14,000 | $12,000 – $22,000 | |
ROI Trigger Scenarios: A pass-through sterilizer pays for itself (in avoided costs and risk reduction) if ANY of the following applies to your operation:
- You have experienced or come close to a zone-boundary contamination incident in the past 24 months that caused batch rejection, rework, customer complaint or audit finding — the cost of that single event likely exceeds the sterilizer purchase price.
- Your next customer audit or regulatory inspection will evaluate material transfer controls and you currently rely on documented-but-unverified manual procedures — upgrading to automated logged sterilization converts a potential audit weakness into a demonstrated strength.
- Your labor cost for manual disinfection at the cleanroom boundary exceeds $6,000/year (approximately 120 minutes/day × $25–40/hr × 250 days).
- You operate in a regulated industry (pharma, medical device, HACCP-certified food) where a critical observation on material transfer controls could delay market authorization, trigger warning letter, or result in certificate suspension.
3. Selecting the Right Configuration
HSYL's Double Door Sterilizer Pass-Through Chamber line offers configurable options across three dimensions: chamber size, sterilization mode, and optional enhancements.
Chamber Size Selection
| Internal Dimensions (Standard) | Typical Items That Fit | Ideal Application |
|---|---|---|
| 300 × 300 × 300 mm | Single vial rack, small tool set (3–5 items), sample bottles (5–10 units), document batch (20–30 sheets), gloves/pPE for one operator | Laboratory transfer points, small-batch compounding pharmacies, R&D pilot facilities, hospital outpatient pharmacy, quality-control sampling stations |
| 400 × 400 × 400 mm | Standard tray of small containers (20–30 jars), medium tool set (8–12 items), primary packaging components for one batch run, gown set for 2–3 operators | Boutique cosmetic filling rooms, small-scale nutraceutical production, bakery ingredient transfer to controlled mixing area, hotel central pantry sanitized-tool storage |
| 500 × 500 × 500 mm | Full tray (400×600 mm base), large tool kit (15–20 items including molds), bulk packaging material supply (caps, lids, labels for 1–2 hours of production), multiple gown sets | Mid-size pharmaceutical packaging suites, food central kitchens supplying 10–30 satellite locations, medical device assembly rooms, hospital CSSD instrument transfer |
| 600 × 600 × 600 mm | Oversized trays, equipment components (small machine parts, sub-assemblies), bulk material containers, large-format documentation or label stock | Large-scale pharmaceutical manufacturing, full-line food processing plants, central hospitals with high-volume CSSD, aerospace/electronics cleanroom logistics |
| Custom (beyond 600 mm) | Application-specific oversized items — discuss dimensions and weight limits with HSYL engineering team for custom fabrication | Specialized industrial applications, automotive cleanroom component transfer, large-format device manufacturing |
Sterilization Mode Selection
| Mode | How It Works | Best For | Cycle Time | Limitations |
|---|---|---|---|---|
| UV-C Ultraviolet (standard) | 254 nm wavelength UV lamps irradiate chamber interior; DNA/RNA of exposed microorganisms is damaged, preventing replication. Kill rate 99.9% on exposed surfaces with adequate exposure time. | Surface disinfection of solid non-porous items (tools, packaging containers, glass, metal, smooth plastics); documents and labels; PPE exterior surfaces | 1–60 minutes adjustable; typical effective cycle 10–20 minutes for standard disinfection | No penetration into shadows, crevices, or porous materials; ineffective against bacterial spores with protective coatings; line-of-sight limitation — items stacked on top of each other shield lower items from UV exposure |
| Ozone (O3) Generation (optional add-on) | Ozone generator produces O3 gas that fills chamber volume, penetrating gaps and shadowed areas where UV light cannot reach. Oxidizes microorganisms through chemical reaction. | Complex-shaped tools with crevices and joints; items with overlapping surfaces; porous or textured materials; situations requiring gap-filling capability beyond UV line-of-sight | 15–45 minutes typical; includes post-cycle purge time to evacuate residual ozone before door unlock | Cannot be used with ozone-sensitive materials (certain rubbers, elastomers, some electronics); requires ventilation or catalytic destruction of residual ozone before safe door opening; adds complexity to installation and maintenance |
| Dry Heat (optional add-on) | Electric heating elements raise chamber temperature to 120–180°C; thermal destruction of microorganisms including bacterial spores that survive UV and chemical treatment. | Heat-tolerant tools and glassware requiring sporicidal-level sterilization; metal implements entering aseptic processing areas; laboratory glassware; heat-stable packaging validation samples | 30–90 minutes depending on target temperature and load thermal mass; includes cooldown period before door unlock (chamber must drop below safe-touch temperature) | Cannot be used with heat-sensitive materials (plastics, electronics, certain packaged goods, biologicals); higher energy consumption than UV-only cycles; longer total cycle time reduces throughput capacity |
Configuration Recommendation: Most food-processing and general-manufacturing central kitchens benefit from UV-C as the baseline mode (covers 90%+ of routine transfer needs). Add ozone if your transfer items include complex-shaped tools, textured containers, or frequent overlapping loads. Add dry heat only if your operation specifically requires sporicidal-level sterilization for tools or glassware entering aseptic zones — this is more common in pharma and medical device contexts than in general food service.
4. Installation and Integration Considerations
Positioning
- Wall-mount (recessed or surface): Chamber embedded in the wall separating two zones. Ideal when space is limited and the transfer point is a permanent fixed location. Requires wall structural modification for recessed installation; surface-mount option uses less wall space but projects into room on one side.
- Island/freestanding: Unit stands independently between two zones, accessible from both sides. Flexible for facilities that may reconfigure zone boundaries in the future. Requires adequate clearance on all four sides for operation and maintenance access; takes more floor space than wall-mount but offers greater positioning flexibility.
- Airlock-integrated: Chamber forms part of a larger personnel/material airlock enclosure. Common in pharmaceutical and high-grade food facilities where both people and materials transition through the same controlled buffer zone. Highest capital cost but provides maximum contamination protection.
- Never overload the chamber. Stacking items so that upper layers block UV exposure to lower layers, or crowding so tightly that ozone cannot circulate between surfaces, renders the sterilization cycle ineffective for the shielded portions. Load items with spacing — ideally no item should shadow more than 30% of the surface area of any item below it. If your throughput demands exceed single-layer loading, consider a larger chamber or a second unit rather than overloading.
- Validate cycle effectiveness periodically. Use biological indicators (spore strips) quarterly and chemical integrators monthly to confirm that UV intensity, ozone concentration (if equipped), and temperature (if using dry heat) are achieving claimed kill rates. Document results in your quality system. A sterilizer that passes its self-test but fails biological indication is giving false confidence — catch this during scheduled verification, not after a contamination investigation.
- Train operators on the interlock logic. The most common user-error scenario is attempting to force both doors open simultaneously during a busy period because "I'm just grabbing something quick." Emphasize during training that defeating the interlock (even if physically possible on some mechanical-interlock models) invalidates the cycle log, creates an undocumented contamination pathway, and likely violates your SOP and regulatory commitments. If your workflow genuinely requires faster transfer than the current cycle time allows, evaluate a second parallel unit rather than compromising the integrity of the existing one.
- Integrate cycle logs into your traceability system. Each completed sterilization cycle generates a timestamped record of mode, duration, temperature (if applicable), and completion status. Export or integrate these logs with your batch records, material movement tracking, or electronic batch record (EBR) system. In an audit or investigation, being able to produce "Item X passed through sterilizer cycle #Y at timestamp Z with verified completion" within seconds is significantly more defensible than "we wiped it with disinfectant per our usual procedure."
- Maintain UV lamp output. UV-C lamp intensity degrades over time even if the lamp still illuminates visibly. A lamp at 50% of rated output may look bright enough to the eye but deliver insufficient germicidal dose. Follow manufacturer-recommended replacement intervals (typically 8,000–12,000 operating hours for UV-C lamps), and consider installing a UV intensity sensor if your quality system requires proactive monitoring rather than time-based replacement.
- Double Door Sterilizer Pass-Through Chamber — HSYL's primary pass-through sterilizer offering configurable chamber sizes from 300×300×300 mm to 600×600×600 mm, UV-C + optional ozone + optional dry heat modes, SUS304 construction, electronic/mechanical door interlock, CE/FDA/GMP/ISO 14644 certified, suitable for pharmaceutical, medical device, food processing and hospital CSSD applications.
- Kitchen Equipment Solutions — Broader context for integrating sterilization and hygiene equipment into complete central kitchen and production facility planning alongside cooking, refrigeration, baking and packaging lines.
- CIP Clean-in-Place Machine — Automated cleaning-in-place system for production equipment interiors, pipes, tanks and vessels; complements pass-through sterilization by ensuring the equipment ITSELF stays hygienic between production runs.
- Choosing Food Sterilization Equipment: Pasteurization or High-Pressure Retort? — Decision framework for selecting between pasteurization (low-temp, short-shelf-life, fresh-positioned products) and retort sterilization (high-temp, shelf-stable, ambient-storage products).
- How to Choose Commercial Kitchen Equipment for a Central Kitchen — Capacity planning methodology applicable to support-equipment selection, covering structured approaches to matching facility scale to equipment tier, utility coordination and vendor evaluation.
Utility Connections
| Utility | Requirement | Notes |
|---|---|---|
| Electrical power | 110V or 220V (configurable to destination country standard); 100W (UV-only) to 2kW+ (with dry heat module) | Verify available circuit capacity; dry heat option may require dedicated circuit for larger chambers |
| Ventilation (ozone-equipped models) | Exhaust duct connection for ozone evacuation and purge cycle; minimum 50 CFM recommended for standard sizes | Must vent to exterior or activated carbon destruct unit — never discharge ozone into occupied space |
| Compressed air (optional) | If equipped with pneumatic door seals or automatic cycling, 4–6 bar clean dry air connection | Not required for manually-operated standard configurations |
| Data output (optional) | RS-485 or Ethernet port for cycle logging integration with building management system (BMS) or manufacturing execution system (MES) | Valuable for GMP-regulated facilities requiring electronic records per 21 CFR Part 11 |
5. Operational Best Practices
6. Alternatives to Pass-Through Sterilizers (and Why They May Not Suffice)
| Alternative | How It Works | Best Use Case | Limitation vs Pass-Through Sterilizer |
|---|---|---|---|
| Manual spray-wipe-disinfect | Operator sprays disinfectant solution, wipes surfaces, allows contact time, dries before transfer | Low-risk transfers between similar-cleanliness zones; budget-constrained operations starting up | No automated log; dependent on operator diligence and technique consistency; difficult to validate for audit purposes; variable contact time leads to inconsistent kill rates |
| Single-door autoclave / steam sterilizer | Items loaded, door closed, steam cycle runs (121°C+), cooled, unloaded from same side | Terminal sterilization of sealed packages, laboratory media, surgical instruments requiring full moist-heat sterilization | Items enter and exit through same side — requires operator to carry sterilized items back through non-sterile zone to reach destination, reintroducing contamination risk; not suitable as a zone-boundary transfer device |
| Laminar flow hood / clean bench | HEPA-filtered laminar air flow provides localized clean workspace; operator works within protected air stream | Assembly, compounding, or inspection tasks performed entirely within the hood; not a transfer device | Provides clean WORKING ENVIRONMENT but does not sterilize incoming items — materials brought into the hood area are assumed pre-sterilized; does not solve the "how do I get clean items IN here" problem |
| UV tunnel / conveyor sterilizer | Items move on conveyor belt through enclosed UV irradiation tunnel; continuous process | High-volume production lines with consistent item geometry (bottles, containers, packages) passing through at uniform speed | Higher capital cost; requires consistent item size and orientation; less flexible for mixed-item batches; excellent for dedicated high-throughput applications but overkill for general-purpose transfer needs |
Sterilization Equipment and Planning Resources
Your pass-through sterilizer selection fits within a broader facility hygiene and material-handling strategy. These HSYL resources support related decisions:
Frequently Asked Questions
Does my central kitchen need a pass-through sterilizer?
What is the difference between UV-C sterilization and dry heat sterilization?
What size pass-through sterilizer do I need?
How does the door interlock system work on a pass-through sterilizer?
Can I use a pass-through sterilizer for food packaging materials?
What certifications should a pass-through sterilizer have?
How long does a UV-C sterilization cycle take?
Is ozone sterilization mode worth adding to my pass-through sterilizer?
What is the difference between a pass-through sterilizer and an autoclave?
Related Articles










Get professional consultation
Do you have any questions or need technical support regarding the content of this article? Fill out the form below, and our expert team will provide you with professional solutions.