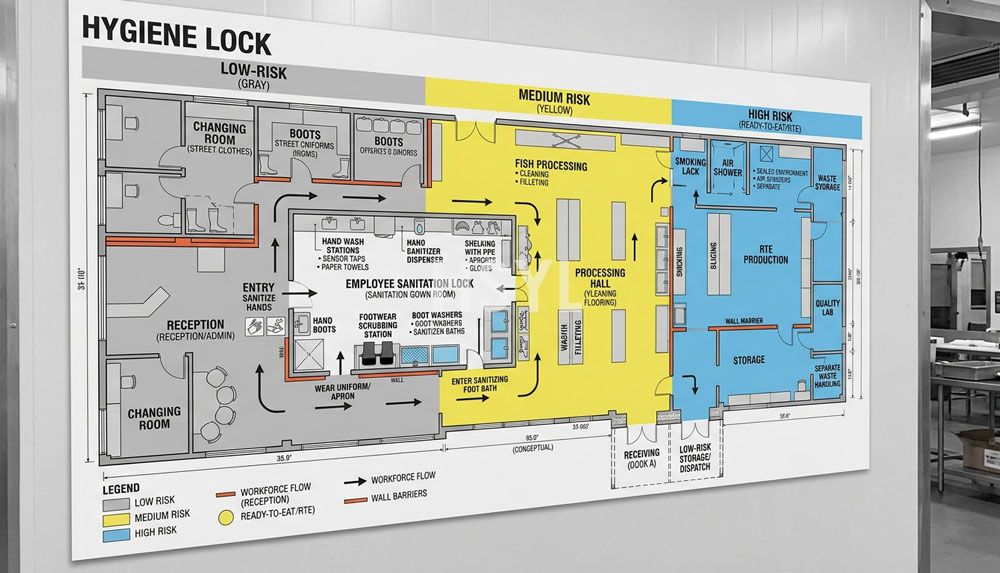
Принцип санитарного зонирования: физическое разделение зон
При промышленной обработке морепродуктов планировка производственных помещений является главным барьером для биологического загрязнения. Специалисты должны реализовать строгую схему зонирования, выделив на предприятии зоны низкого санитарного контроля (влажная подготовка), среднего (предварительная тепловая обработка и фасовка) и высокого (после герметизации и стерилизации). Физическое отделение этих зон предотвращает контакт сырья, обладающего высокой начальной микробной нагрузкой, с обработанными стерильными консервами.
В зоне приёмки сырья рыбу разгружают, сортируют и помещают в ёмкости с охлаждённой водой. Планировка данного участка должна учитывать значительный расход воды и высокий объём органических отходов. Полы выполняются с уклоном не менее 1:50 в сторону трапов из нержавеющей стали щелевого типа для исключения застоя воды. Застойные лужи — основной источник патогенной микрофлоры, в частности Listeria monocytogenes, которая легко размножается на влажных бетонных поверхностях.
При перемещении рыбы от сортировки к потрошению отходы необходимо удалять незамедлительно. Планировка зоны потрошения выполняется с размещением подпольных вакуумных магистралей или закрытых шнековых конвейеров. Такое решение исключает применение открытых лотков для отходов, которые распыляют бактериальные аэрозоли в воздушное пространство цеха. Приточно-вытяжная вентиляция должна обеспечивать разрежение на участке подготовки сырья, направляя воздушный поток из чистых зон фасовки в сторону сырьевого дока.
В соответствии с требованиями пищевой безопасности персонал перемещается между зонами через специализированные санитарные шлюзы. В их состав входят моечные установки для обуви, турникеты с функцией гигиены рук и зоны переобувания. Интеграция шлюзовых помещений непосредственно в конструкцию стен позволяет исключить перенос персоналом контаминантов из сырьевой зоны в стерильные участки переработки. Базовые требования к оснащению таких шлюзов регламентированы вНормативы FDA Seafood HACCP (Система ХАССП для морепродуктов).
Термическая обработка и производственное узкое место на этапе предварительной варки
Предварительная варка — ключевой этап, от которого зависят консистенция, влажность и итоговый выход готовой рыбной продукции. При переработке сардин, скумбрии или тунца рыба подвергается нагреву для удаления влаги и коагуляции белков до момента герметизации тары. При этом предварительная варка остаётся, как правило, партионным или полунепрерывным процессом, что создает неравномерность потока продукции на линии упаковки, рассчитанной на непрерывный режим работы.
При разработке планировки необходимо учитывать, что туннель предварительной варки занимает значительную площадь и требует прокладки масштабных инженерных коммуникаций. Паропроводы высокого давления, магистрали возврата конденсата и мощные вытяжные зонты должны быть интегрированы в конструкцию потолочного пространства. Неграмотно спроектованная система удаления пара приводит к конденсатообразованию и стеканию влаги с потолка на открытые линии с продукцией, что является грубым нарушением санитарных нормативов.
Управление переходом от партийного к непрерывному процессу осуществляется за счёт установки автоматизированных систем охлаждения и буферных зон непосредственно после предварительной варочной камеры. По выходу из парового туннеля горячую рыбу необходимо оперативно охладить для прекращения термической обработки и уплотнения мякоти перед нарезкой и фасовкой. При проектировании линии необходимо предусмотреть достаточно места под охлаждающие конвейеры или вакуумные камеры охлаждения. При недостаточной интенсивности охлаждения мякоть рыбы разрушается в процессе упаковки, что приводит к образованию избыточного количества хлопьев и снижению выхода товарной продукции премиум-класса.
При высокой производительности мы рекомендуем использовать __TECH_PLACEHOLDER_0__автоматизированная линия по консервированию рыбы. Данный комплекс обеспечивает прямое соединение разгрузочного устройства предварительной варочной камеры с автоматизированными роторными фасовочными машинами. Автоматизация снижает зависимость от квалификации операторов, гарантирует точность наполнения по массе и увеличивает общий коэффициент выхода продукции.
Автоматизация и ручной труд в конфигурациях производственных линий
При разработке зон подготовки и фасовки инженерам приходится искать баланс между применением автоматизированного оборудования и ручной доработкой и упаковкой. В регионах с доступной рабочей силой часто отдают предпочтение ручным упаковочным столам благодаря их невысокой стоимости. Однако ручная упаковка требует значительно большей производственной площади. Стол для ручной упаковки, рассчитанный на 30 операторов, занимает около 15 метров в длину, без учёта проходов для персонала, зон размещения сырьевых контейнеров и тележек для сбора отходов.
Такая высокая потребность в площадях при ручной упаковке приводит к увеличению размеров чистой зоны, что напрямую повышает стоимость монтажа и эксплуатации систем вентиляции и кондиционирования воздуха (HVAC). Помимо этого, ручные упаковочные столы несут в себе серьёзные гигиенические риски: каждое прикосновение оператора увеличивает вероятность микробиологического заражения. Напротив, автоматические карусельные фасовщики укладывают куски рыбы в банки с минимальным контактом, обеспечивая производительность до 250 банок в минуту благодаря высокоскоростному механическому позиционированию на площади всего 4 м².
Автоматические линии фасовки также существенно снижают перерасход продукта. При ручной упаковке оператор может добавлять лишние 2–5 граммов в банку, чтобы гарантировать соответствие нормам нетто-веса. На первый взгляд это незначительная погрешность, однако на линии мощностью 100 000 банок в день среднее отклонение в 3 грамма приводит к ежедневной потере 300 кг сырья. При текущих рыночных ценах на морепродукты такой недобор продукции способен полностью перекрыть начальную экономию на капитальных затратах от применения ручного труда всего за один производственный сезон.
Балансировка линии: Расчёт буферной ёмкости
Типичная ошибка в проектировании рыбоконсервных заводов — отсутствие буферного запаса между наполнительной станцией и двухшовным укупорщиком. Двухшовный укупорщик — наиболее чувствительный агрегат на линии, работающий на высокой скорости. В случае его остановки из-за замятия банки или сбоя подачи крышек вся вышестоящая линия наполнения и подготовки простоит, если не предусмотрен накопительный буфер.
Требования к накопительным конвейерам рассчитываем по простой формуле, исходя из производительности и времени восстановления. При скорости линии 120 банок в минуту и среднем времени реакции оператора на устранение кратковременной остановки укупорщика — 3 минуты — буферная система должна вмещать минимум 360 банок. Это реализуется с помощью многоходовых би-направленных накопительных столов или вертикальных спиральных конвейеров.
Переходы конвейеров между наполнителем и укупорщиком должны быть плавными и линейными. Резкие изменения скорости или направления приведут к разливу, особенно при работе с рыбой в масле или рассоле. Разлитое масло на горловине банки нарушает формирование двухшовного шва и ведет к потере герметичности при автоклавировании. Поэтому все конвейеры на этом участке должны оснащаться частотными преобразователями (ЧП), обеспечивающими плавный разгон и торможение.
Размещение системы CIP (автоматическая мойка) и точек подачи коммуникаций
Оптимальная планировка должна предусматривать трассировку линий автоматической мойки (CIP), химрастворов, водоснабжения и пневмосистемы. Станция CIP должна располагаться централизованно для минимизации протяженности магистралей. Длинные трассы CIP ведут к потерям тепла, перепадам давления и перерасходу химикатов при ополаскивании. Баки для химикатов размещаются в поддоне-обваловке с исправной вентиляцией для безопасного удаления паров кислот и щелочей.
При мойке линия разбивается на санитарные зоны. Последовательно промываются конвейеры подготовки сырья, внутренние узлы бланширователя, баки для соусов и мерные наполнители. В планировке мы закладываем индивидуальные коллекторы у каждого агрегата для оперативного подключения к магистрали CIP. Такая модульная схема мойки сокращает время переналадки и гарантирует стабильные, валидированные процедуры очистки, соответствующие международным стандартам пищевой безопасности.
Разводку коммуникаций от потолка следует выполнять через нержавеющие магистрали, а не гибкие шланги. Шланги на полу создают риск травм для операторов, задерживают влагу и становятся средой для развития бактерий. Прокладывая все трассы (электричество, пар, вода, сжатый воздух) вертикально от верхних стальных стоек до оборудования, инженеры сохраняют пол свободным, что ускоряет уборку и упрощает визуальный контроль в течение смены.
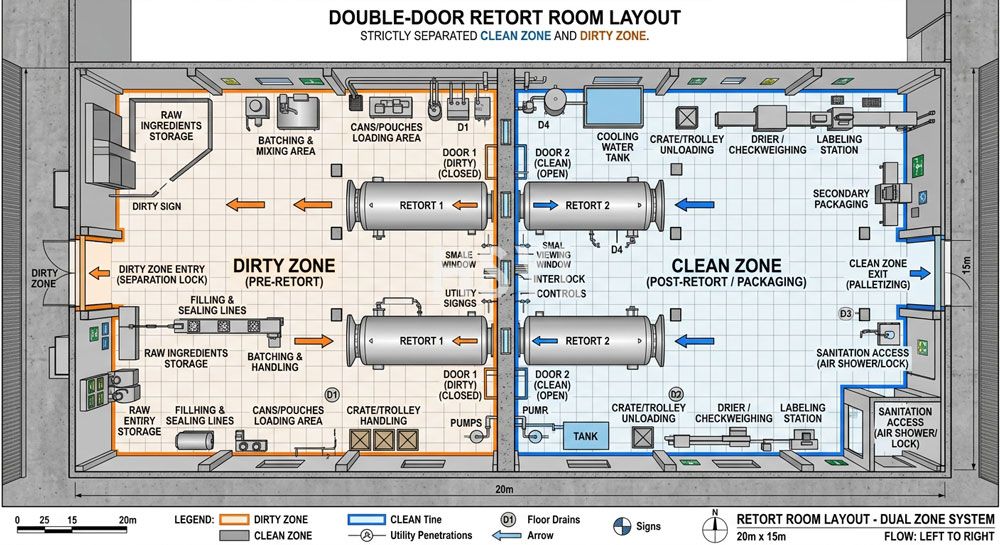
Автоклавный цех: Организация движения и безопасность
Автоклавная — это зона термической стерилизации, где консервированная рыба достигает состояния коммерческой стерильности. Поскольку в этом помещении обрабатываются как нестерилизованные (с сырым наполнением), так и стерилизованные (готовые) банки, планировка должна полностью исключать риск пересортицы. Даже одна банка, не прошедшая стерилизацию и попавшая в складскую зону упаковки, может стать причиной вспышки ботулизма и масштабного отзыва продукции.
Для обеспечения безопасности в автоклавной должна быть организована линейная схема потока с физическим барьером, разделяющим зону загрузки и зону выгрузки. Оптимальным решением для этого являются двухдверные (проходные) автоклавы. Корзины с необработанным продуктом поступают в зону загрузки, затем запускается цикл стерилизации, после чего обработанные корзины выходят в зону чистого охлаждения и упаковки с противоположной стороны.
В случае, если из-за нехватки места приходится использовать однодверные автоклавы, мы внедряем строгую систему контроля с помощью химической индикаторной ленты, меняющей цвет, на каждой корзине. Дополнительно в планировку включаются физические ворота, которые открываются исключительно после завершения цикла стерилизации, направляя обработанные корзины на выгрузочную станцию. В наших индивидуальных проектах, таких каккомплексная линия консервирования рыбы «под ключ», мы применяем автоматические погрузчики и выгрузчики корзин автоклава. Использование такой системы механизированного транспортирования позволяет снизить затраты на ручной труд и свести к минимуму появление вмятин на банках, неизбежных при ручной загрузке. Банки с вмятинами часто подвержены нарушению герметичности швов в процессе высокотемпературной стерилизации.
Строительные инженерные системы: дренаж, уклоны и фундаменты
Предприятия по переработке морепродуктов представляют собой одну из наиболее агрессивных коррозионных сред в пищевой промышленности. Белки рыбы, соль, жиры и агрессивные моющие средства, такие как гидроксид натрия, быстро разрушают стандартные строительные материалы. Проектирование несущих конструкций пола и фундаментов должно вестись параллельно с разработкой расстановки оборудования.
Всё производственное оборудование рекомендуется монтировать на бетонных основаниях с гладкими, скруглёнными кромками — это упрощает уборку и предотвращает накопление загрязнений. Двойной шовщик — агрегат весом в несколько тонн с возвратно-поступательным механизмом — нуждается в отдельном фундаменте с виброгасящими свойствами. Прямое крепление шовщика к общей плите перекрытия приводит к передаче вибраций на машины для розлива, что сказывается на точности дозировки и качестве формирования швов.
Другой ключевой момент — система водоотведения. Вместо коробчатых трапов мы советуем щелевые каналы из нержавеющей стали: их проще обслуживать, в них не застаивается вода. Дренажные магистрали в подпольном пространстве следует выполнять из химически стойких материалов — например, полиэтилена высокой плотности (ПНД) или специальных кислотостойких марок нержавейки. Такая конструкция надёжно выдерживает воздействие горячих агрессивных моющих средств, используемых при автоматической промывке (CIP).
Сравнение вариантов компоновки оборудования
Подходящая схема размещения оборудования определяется площадью вашего производства и расположением точек подвода инженерных сетей. В таблице представлены три самых типичных варианта планировки линий по выпуску рыбных консервов.
| Вариант компоновки | Необходимая площадь | Удобство санитарной обработки | Управление потоком продукции | Возможность масштабирования |
|---|---|---|---|---|
| Линейный (прямолинейный) | Вытянутое узкое помещение | Отлично (свободный доступ с обеих сторон) | Прямолинейный (оптимален для прямых конвейерных линий) | Низкий показатель (требует расширения помещения) |
| U-образная конфигурация | Квадратное или широкое помещение | Умеренная (центральная зона загружена) | Хорошая (совмещённые погрузочные зоны для сырья и готовой продукции) | Отличная (возможно расширение нижнего контура) |
| L-образная форма | Угловое помещение или здание с нестандартной конфигурацией | Хорошая (конфигурация) | Умеренная (требуются поворотные зоны на 90°) | Умеренный |
Для новых предприятий мы, как правило, рекомендуем линейную компоновку — она обеспечивает наиболее чёткое разделение санитарных зон. Однако в условиях ограниченной протяжённости существующих зданий U-образная планировка даёт возможность объединить приёмные зоны для сырья и зоны отгрузки готовой продукции, что позволяет оптимизировать пространство и сократить затраты на возведение конструкций.
Чек-лист немедленной оптимизации для инженеров производства
Если текущая конфигурация линии страдает от низкой производительности или проблем с санитарными нормами, выполните следующую проверку по плану цеха:
- Проверьте уклон пола:Убедитесь, что уклон пола составляет не менее 1:50 в сторону дренажных лотков. Стоячая вода в зоне подготовки — основной фактор риска распространения листерий.
- Оцените пропускную способность буферного конвейера:Рассчитайте, хватит ли емкости вашей системы накопления для поддержания максимальной производительности в течение не менее 5 минут. Если нет — добавьте модульные петлевые участки конвейерной ленты.
- Проверьте виброизоляцию закаточной машины:Убедитесь, что закаточная машина жестко закреплена на отдельном армированном бетонном основании, изолированном от основной плиты пола эластомерными вибродемпфирующими подушками.
- Убедитесь в правильности направления воздушного потока:Убедитесь, что поток воздуха направлен из помещения для наполнения (с высоким уровнем гигиены) в помещение для подготовки сырья (с низким уровнем гигиены), и ни в коем случае не наоборот.
Практическая реализация планировки.
Мы разработали индивидуальную планировку длякомплексного предприятия по консервации морепродуктов.В рамках этого проекта пространство фабрики было ограничено по длине, но обладало высокими потолками. Мы решили эту проблему, установив приподнятый мезонин для депалетизаторов пустых банок и гравитационных подающих желобов. Такая оптимизация позволила сэкономить 120 квадратных метров площади и обеспечить изоляцию пустых банок от влажной зоны обработки.
Похожие темы
- Опции линий для консервации рыбы в небольших масштабах.
- Приобретение рыбоконсервного завода под ключ: руководство по B2B-закупкам
- Расчёт стоимости рыбоконсервной линии: Инженерное руководство для бизнеса
Оптимизируйте планировку вашего предприятия по переработке морепродуктов.
Проектирование цеха, в котором высокоскоростная закатка сочетается со сложными термическими процессами, требует глубокого инженерного опыта. Наши технические консультанты готовы изучить вашу планировку, рассчитать буферы балансировки линии и подобрать оборудование под требуемую производительность. Свяжитесь с HSYL уже сегодня, чтобы обсудить компоновку вашей новой производственной линии.
Часто задаваемые вопросы
Какую площадь занимает линия по производству рыбных консервов производительностью 20 000 банок в сутки?
Каким образом предотвращается перекрёстное загрязнение между зоной подготовки сырья и участком после стерилизации?
Какой закаточный станок лучше выбрать для консервирования тунца — атмосферный или вакуумный?
Какие стандартные сроки изготовления и поставки линий по производству морепродуктовых консервов HSYL под ключ?
Возможно ли переоборудование линии консервирования сардин для обработки скумбрии?
Как организована очистка оборудования в условиях влажной обработки рыбы?
Какой уклон пола в цехе рекомендуется для обеспечения эффективного стока воды?
Похожие статьи




Получить профессиональную консультацию
Есть ли у вас вопросы по содержанию данной статьи или вам требуется техническая поддержка? Заполните форму ниже, и наши специалисты предложат вам профессиональные решения.