การตัดด้วยคลื่นอัลตราซาวนด์ฟังดูเหมือนเป็นเทคโนโลยีที่ไม่น่าจะทำงานได้จริง ใบมีดโลหะที่สั่นสะเทือน 20,000 ครั้งต่อวินาที ในช่วงระยะห่างที่วัดเป็นไมครอน — แต่กลับสามารถตัดผ่านเนื้อแช่แข็ง แท่งนูกัตเหนียวหนึบ และเค้กมูสเนื้อบางเบาได้ด้วยแรงน้อยกว่าที่มีดเหล็กคมใช้ตัดขนมปัง กลไกไม่ใช่เวทมนตร์ แต่เป็นปฏิสัมพันธ์ที่คาดการณ์ได้ระหว่างการสั่นพ้องเชิงกล แรงเสียดทานระดับโมเลกุล และการเกิดโพรงอากาศอย่างควบคุม ซึ่งวิศวกรได้พัฒนาและปรับปรุงตลอดสามทศวรรษที่ผ่านมา
บทความนี้อธิบายหลักฟิสิกส์เบื้องหลังแต่ละขั้นตอนของระบบตัดด้วยคลื่นอัลตราซาวนด์ ตั้งแต่สัญญาณไฟฟ้าที่ป้อนเข้าเครื่องกำเนิดจนถึงการแยกตัวของโมเลกุลที่ขอบใบมีด หากคุณกำลังพิจารณาการตัดด้วยคลื่นอัลตราซาวนด์สำหรับสายการผลิตอาหาร การเข้าใจกลไกเหล่านี้คือสิ่งที่กำหนดความแตกต่างระหว่างสเปกที่สำเร็จกับสเปกที่สร้างงานซ่อมบำรุงมากกว่าผลผลิต
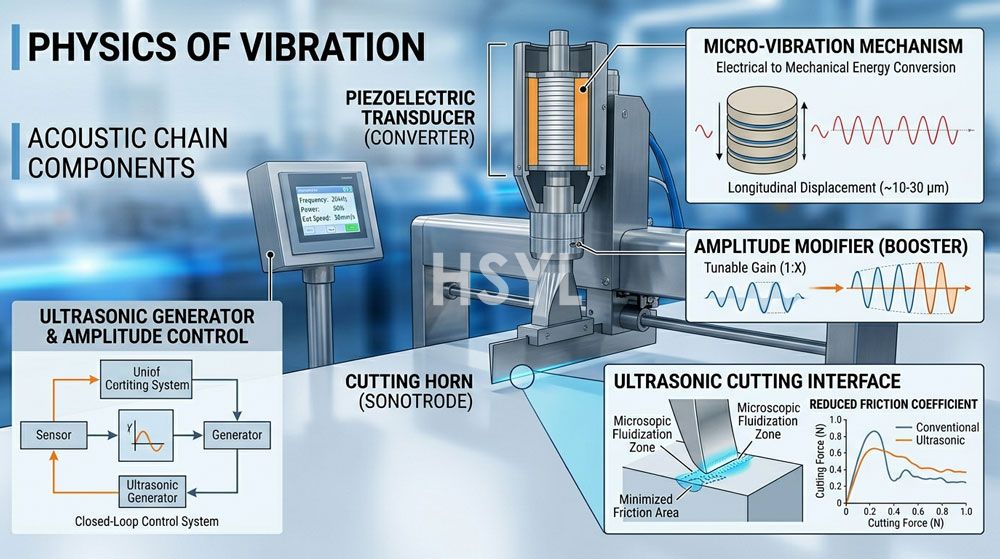
ผลเพียโซอิเล็กทริก: จุดกำเนิดของการสั่นสะเทือน
กลไกเริ่มต้นจากคุณสมบัติของวัสดุที่วิศวกรส่วนใหญ่คุ้นเคยในการออกแบบเซ็นเซอร์: ผลเพียโซอิเล็กทริก เซรามิกผลึกบางชนิด — โดยทั่วไปคือซิริคอนีตไททาเนตตะกั่ว (PZT) — จะเปลี่ยนรูปเพียงไม่กี่นาโนเมตรเมื่อมีสนามไฟฟ้ากระทำข้าม ในทางกลับกันก็เป็นจริงเช่นกัน: การใช้แรงเชิงกลกับเซรามิกเดียวกันจะทำให้เกิดแรงดันไฟฟ้า
ในระบบตัดด้วยคลื่นอัลตราซาวนด์ เครื่องกำเนิดจะจ่ายแรงดันสลับที่ความถี่เฉพาะ (โดยทั่วไป 20 kHz) ไปยังชุดแผ่น PZT ที่ซ้อนกัน แต่ละแผ่นจะขยายและหดตัวประมาณ 0.1 ไมครอนต่อแรงดันไฟฟ้าที่จ่าย เมื่อซ้อนกันและขับเคลื่อนที่ความถี่เรโซแนนท์เชิงกล การสั่นสะเทือนรวมที่หน้าตัวแปลนจะมีค่า 8 ถึง 12 ไมครอน (peak-to-peak) ที่แรงดัน 1,000 ถึง 1,500 โวลต์
รายละเอียดทางวิศวกรรมที่สำคัญในจุดนี้คือเรโซแนนท์ ชุดเซรามิกมีความถี่เรโซแนนท์เชิงกลธรรมชาติที่กำหนดโดยความหนา ความแข็ง และมวลของส่วนประกอบที่เชื่อมต่ออยู่ เครื่องกำเนิดต้องปรับความถี่ขับเคลื่อนให้ตรงกับเรโซแนนท์เชิงกลนี้ภายในค่าความคลาดเคลื่อน ±0.1% หากความถี่เบี่ยงเบน การกระจัดจะลดลงเกือบเป็นศูนย์และระบบจะหยุดทำงาน
ระบบขยายพลังงานเชิงกล: จากทรานสดิวเซอร์ สู่บูสเตอร์ และต่อไปยังฮอร์น
การเลื่อนที่เพียง 8-12 ไมครอนยังไม่เพียงพอสำหรับการตัดอาหาร แอมพลิจูดจำเป็นต้องถูกขยายเพิ่มขึ้นอีก 3 ถึง 10 เท่าก่อนจะส่งถึงชิ้นงาน กระบวนการนี้เกิดขึ้นได้ผ่านกลไกเชิงกลที่ออกแบบมาเพื่อทำหน้าที่เป็นตัวขยายสัญญาณเรโซแนนซ์
บูสเตอร์คือชิ้นส่วนโลหะ ซึ่งโดยทั่วไปผลิตจากไทเทเนียมหรืออะลูมิเนียมชุบแข็ง ใช้ยึดติดระหว่างขดลวดทรานสดิวเซอร์กับฮอร์นตัด รูปทรงของมันถูกออกแบบเป็นทรงกระบอกที่มีการลดขนาดเส้นผ่านศูนย์กลาง ณ ตำแหน่งที่กำหนด เพื่อทำหน้าที่เป็นตัวเรโซเนเตอร์แบบครึ่งคลื่น แอมพลิจูดของการสั่นสะเทือนที่ด้านแคบจะมีค่าสูงกว่าด้านกว้างตามอัตราส่วนที่กำหนดโดยพื้นที่หน้าตัด อัตราส่วนที่ใช้ทั่วไปจะอยู่ระหว่าง 1:1.5 ถึง 1:3
ฮอร์น — หรือที่เรียกว่าโซโนโทรดหรือใบมีด — คือตัวขยายสัญญาณขั้นสุดท้ายและเป็นชิ้นส่วนที่สัมผัสกับผลิตภัณฑ์อาหารโดยตรง ผลิตขึ้นจากการกลึงวัสดุไทเทเนียมอัลลอยด์ชิ้นเดียวให้ได้ความยาวที่แม่นยำ ซึ่งต้องเท่ากับครึ่งหนึ่งของความยาวคลื่นอัลตราซาวนด์ในโลหะนั้น สำหรับระบบความถี่ 20 kHz ฮอร์นไทเทเนียมจะมีความยาวประมาณ 125 มม. แต่ขนาดที่แน่นอนจะขึ้นอยู่กับชนิดอัลลอยด์และรูปทรงเรขาคณิตของฮอร์น
รูปทรงเรขาคณิตของฮอร์น — ไม่ว่าจะเป็นสัดส่วนที่เรียวลง, รูปโปรไฟล์หน้าตัด, หรือลักษณะของขอบใบมีด — ล้วนส่งผลต่อแอมพลิจูดสูงสุดที่จะถูกส่งไปยังจุดตัด ฮอร์นที่ออกแบบมาอย่างดีจะสามารถขยายแอมพลิจูดการสั่นสะเทือน 8 ไมครอนจากทรานสดิวเซอร์ ให้กลายเป็น 30-80 ไมครอน ณ ปลายใบมีด ทั้งนี้ขึ้นอยู่กับความต้องการเฉพาะของแต่ละแอปพลิเคชัน ฮอร์นต้องผ่านการกลึงด้วยความแม่นยำของค่าเรโซแนนซ์ภายใน 0.1% ของความยาวที่คำนวณไว้ แม้ความคลาดเคลื่อนเพียง 0.5 มม. ก็เพียงพอที่จะทำให้ความถี่เรโซแนนซ์เพี้ยนไป และส่งผลให้ประสิทธิภาพการตัดลดลงถึง 30-40%
ปรากฏการณ์ที่ขอบใบมีด: โพรงอากาศ (Cavitation) และการเหลวของชั้นขอบ
เมื่อใบมีดอัลตราซาวนด์สัมผัสกับผลิตภัณฑ์อาหาร กลไกการตัดจะแตกต่างจากมีดตัดแบบกลไกทั่วไปโดยสิ้นเชิง มีดทั่วไปจะพึ่งพาแรงเฉือน กล่าวคือ ขอบมีดจะรวมแรงกดไว้บนพื้นที่ขนาดเล็ก จนกระทั่งความยึดเหนี่ยวภายในของผลิตภัณฑ์ถูกทำลายไปตามแนวตัด ซึ่งเป็นกระบวนการแตกหัก กระบวนการนี้ทำให้เกิดเศษชิ้นส่วน บีบอัดโครงสร้างที่นิ่ม และทิ้งคราบเหนียวบนพื้นผิว
ใบมีดอัลตราซาวนด์ไม่ได้พึ่งพาแรงเฉือน แต่อาศัยการสั่นสะเทือนความถี่สูงถึง 20,000 รอบต่อวินาที ซึ่งสร้างผลกระทบที่สำคัญ 2 ประการ ณ จุดตัด:
การหลอมเหลวของชั้นผิวสัมผัสที่จุดสัมผัส การสั่นสะเทือนของใบมีดจะทำให้เกิดความร้อนจากแรงเสียดทานเฉพาะจุด ซึ่งจะยกระดับอุณหภูมิของชั้นผลิตภัณฑ์ระดับจุลภาค (โดยทั่วไปหนา 10-50 ไมครอน) ให้สูงกว่าจุดหล่อเหลวหรือจุดอ่อนตัว สำหรับผลิตภัณฑ์แช่แข็ง น้ำแข็งที่ผิวสัมผัสจะละลาย สำหรับผลิตภัณฑ์ที่มีไขมัน ไขมันจะอ่อนตัว สำหรับผลิตภัณฑ์ที่มีฟองอากาศ ผนังเซลล์อากาศจะแตกตัวอย่างสมบูรณ์ที่ระนาบสัมผัส ใบมีดไม่ได้สัมผัสเนื้อผลิตภัณฑ์โดยตรง — มันเคลื่อนที่ผ่านชั้นของเหลวบางๆ ที่เกิดจากกระบวนการนี้เอง
การเร่งปฏิกิริยาด้วยคลื่นเสียงสำหรับผลิตภัณฑ์ที่มีน้ำเป็นส่วนประกอบ คลื่นความดันความถี่สูงจะทำให้เกิดฟองอากาศขนาดจุลภาคที่ขอบใบมีด ซึ่งจะยุบตัวในช่วงแรงดันลบรอบการสั่น การเร่งปฏิกิริยาด้วยคลื่นเสียงนี้จะสลายโครงสร้างผลิตภัณฑ์ตามแนวตัดด้วยแรงกลเพียงเล็กน้อย นี่จึงเป็นเหตุผลที่ใบมีดอัลตราโซนิกสามารถตัดผ่านผลิตภัณฑ์ที่มีความเหนียว เช่น นูกัตหรือชีสได้โดยไม่เกิดแรงดึง — พัลส์คลื่นเสียงจะป้องกันการเกาะติดโดยการรบกวนผิวสัมผัสอย่างต่อเนื่อง
ผลลัพธ์ในทางปฏิบัติจากกลไกทั้งสองนี้คือ ใบมีดจะแทบไม่เผชิญแรงเสียดทานต้านทานในระหว่างการตัด ค่ากำลังที่วัดได้จากเครื่องกำเนิดสัญญาณสะท้อนถึงพลังงานที่ใช้ในการรักษาการสั่นสะเทือนของใบมีด ไม่ใช่แรงที่ใช้ในการดันผ่านชิ้นงาน นั่นคือเหตุผลที่ใบมีดอัลตราโซนิกสามารถตัดผ่านบล็อกเนื้อแช่แข็งหนา 100 มม. ด้วยแรงในแนวตั้งน้อยกว่า 50 นิวตัน เทียบกับ 300-500 นิวตันที่เครื่องกิโยตินกลต้องการ
ความถี่ในการทำงานและคุณลักษณะของการตัด
ความถี่ในการทำงานของระบบตัดอัลตราซาวนด์จะกำหนดจำนวนรอบการสั่นต่อวินาที ซึ่งมีผลโดยตรงต่อความนุ่มนวลในการตัดและขนาดของโซน cavitation การตัดอาหารในอุตสาหกรรมส่วนใหญ่ทำงานที่ความถี่ 20 kHz, 35 kHz หรือ 40 kHz
| ความถี่ | ช่วงเวลาต่อหนึ่งรอบ | ช่วงความกว้างของแอมพลิจูด | ขนาดฟองอากาศแคพิเทชัน | แอปพลิเคชันหลัก |
|---|---|---|---|---|
| 20 kHz | 50 ไมโครวินาที | 30-80 ไมครอน | ฟองอากาศขนาดใหญ่ขึ้น การแคพิเทชันมีความรุนแรงมากกว่า | เนื้อแช่แข็ง ชีสเนื้อแน่น เนยแข็งก้อน |
| 35 kHz | 28.6 ไมโครวินาที | 15-40 ไมครอน | ฟองอากาศขนาดกลาง สำหรับการเกิดโพรงอากาศในเครื่องออกกำลังกายอย่างสมดุล | ขนมปัง, เค้ก, และแท่งโภชนาการความหนาแน่นปานกลาง |
| 40 kHz | 25 ไมโครวินาที | 10-30 ไมครอน | ฟองอากาศเล็กจิ๋ว, การเกิดโพรงอากาศ (Cavitation) ที่อ่อนโยนเป็นพิเศษ | มูสเนื้อเนียนนุ่ม, ชีสเค้กเนื้อสัมผัสละมุน, ขนมหวานเนื้อฟูเบา |
ความสัมพันธ์ระหว่างความถี่และคุณภาพการตัดมักถูกเข้าใจผิด ความถี่สูงไม่ได้หมายความว่าจะตัดได้ดีกว่า แต่หมายความว่าวงจรการสั้นสั้นลงและฟองอากาศ Cavitation เล็กลง ซึ่งทำให้มีปฏิกิริยาต่อผลิตภัณฑ์อย่างอ่อนโยนขึ้น ความถี่ที่ถูกต้องถูกกำหนดโดยความเชื่อแน่นภายในของผลิตภัณฑ์ บล็อกเนื้อแช่แข็งที่อุณหภูมิลบ 18 องศาเซลเซียส ต้องการพลัง Cavitation ที่รุนแรง 20 kHz เพื่อทะลุผ่านโครงสร้างผลึกน้ำแข็ง ในขณะที่มูสเค้กเนื้อนุ่มจะเสียหายจากแรงเท่ากันนี้ — ต้องใช้การสั่นที่อ่อนโยนกว่า 40 kHz หากต้องการทราบรายละเอียดว่าความถี่ใดเหมาะสมกับสถานการณ์ใด สามารถอ่านคู่มือทางวิศวกรรมเกี่ยวกับการเลือกเครื่องตัดอัลตราโซนิค 20kHz กับ 40kHz.
แอมพลิจูด (Amplitude): การควบคุมแรงตัด
แอมพลิจูด — คือระยะทางที่ปลายใบมีดเคลื่อนที่ในแต่ละรอบการสั่น — เป็นตัวแปรหลักที่ควบคุมแรงตัด ในความถี่ 20 kHz แต่ละรอบการสั่นจะเกิดขึ้นใน 50 ไมโครวินาที ดังนั้นความเร็วของปลายใบมีดจึงสูงมากแม้แอมพลิจูดจะไม่มากนัก แอมพลิจูด 40 ไมครอนที่ 20 kHz จะทำให้เกิดความเร็วเฉลี่ยของปลายใบมีดประมาณ 2.5 เมตรต่อวินาที ซึ่งใกล้เคียงกับความเร็วในการตัดของเลื่อยสายพาน (Band Saw) ทั่วไป
การตั้งค่าแอมพลิจูดที่ถูกต้องขึ้นอยู่กับค่าโมดูลัสความยืดหยุ่น (Modulus of Elasticity) และค่าความเหนียวต่อการแตกหัก (Fracture Toughness) ของผลิตภัณฑ์ ผลิตภัณฑ์ที่นุ่มและมีความยืดหยุ่นสูงต้องการแอมพลิจูดต่ำ — โดยทั่วไป 20-30 ไมครอน — เนื่องจากใบมีดใช้พลังงานน้อยในการผ่านจุด Yield Point ของผลิตภัณฑ์ ในขณะที่ผลิตภัณฑ์ที่แข็งและเปราะต้องการแอมพลิจูดสูง — 50-80 ไมครอน — เพราะใบมีดต้องสร้างพลังงาน Cavitation ให้มากพอที่จะเริ่มกระบวนการแยกชิ้นส่วน ก่อนที่ผลิตภัณฑ์จะแตกหักอย่างรุนแรงและควบคุมไม่ได้
แอมพลิจูดถูกปรับตั้งเป็นเปอร์เซ็นต์ของกำลังส่งสูงสุดจากเครื่องกำเนิดสัญญาณ (Generator) ขั้นตอนการปรับจูนมาตรฐานคือเริ่มที่แอมพลิจูด 60% ทำการทดลองตัด ตรวจสอบคุณภาพพื้นผิว จากนั้นปรับเพิ่มทีละขั้น 5% เป้าหมายคือค้นหาแอมพลิจูดต่ำสุดที่ยังให้รอยตัดที่เรียบร้อย ไม่มีรอยลากหรือรอยฉีกขาด การใช้แอมพลิจูดสูงเกินความจำเป็นจะทำให้ใบมีดสึกหรอเร็วขึ้น และเพิ่มความเสี่ยงที่ผิวผลิตภัณฑ์จะเสียหาย
ทำไมเครื่องตัดอัลตราโซนิกจึงทำงานได้ดีกับผลิตภัณฑ์ที่มีความเหนียวและเปราะบาง ซึ่งใบมีดแบบกลไกทั่วไปไม่สามารถตัดได้
ความแตกต่างของกลไกการทำงานอธิบายถึงช่องว่างด้านประสิทธิภาพเมื่อต้องตัดผลิตภัณฑ์ที่จัดการได้ยาก ใบมีดแบบกลไกตัดด้วยการบีบอัดและแตกหัก เมื่อสัมผัสกับผลิตภัณฑ์ที่มีความเหนียวอย่างนูกัตหรือชีสสด แรงยึดเกาะระหว่างผลิตภัณฑ์กับผิวใบมีดจะสูงกว่าแรงยึดภายในของเนื้อผลิตภัณฑ์เอง ทำให้ผลิตภัณฑ์ติดใบมีดแทนที่จะแยกออกจากกัน ผู้ปฏิบัติงานจึงต้องหยุดสายการผลิตเพื่อขูดทำความสะอาดใบมีดทุกๆ 15-30 นาที
ใบมีดอัลตราโซนิกหลีกเลี่ยงปัญหานี้ได้เพราะผลิตภัณฑ์ไม่ก่อตัวเป็นพันธะสถิตบนผิวใบมีด การสั่นสะเทือนที่ความถี่ 20 kHz สร้างพื้นผิวสัมผัสที่เปลี่ยนแปลงตลอดเวลา ชั้นฟิล์มของผลิตภัณฑ์ที่ถูกทำให้เหลวจะทำหน้าที่เป็นตัวปล่อนอกจากนี้ พัลส์การเกิดโพรงอากาศที่ขอบใบมีดยังช่วยป้องกันไม่ให้อนุภาคยึดเกาะนานพอจนเกิดเป็นพันธะ ผลลัพธ์ที่ได้คือ ใบมีดที่ตัดนูกัตเหนียวด้วยความเร็ว 80 ครั้งต่อนาที อาจต้องทำความสะอาดเพียงครั้งเดียวต่อกะ แทนที่จะต้องทำความสะอาดทุกถาดที่สี่
สำหรับผลิตภัณฑ์ที่เปราะบาง ข้อได้เปรียบคือการไม่มีแรงอัดที่ทำให้ใบมีดแบบกลไกทำลายโครงสร้างที่มีการเติมอากาศ เนื่องจากใบมีดอัลตราโซนิกแยกชิ้นงานผ่านการทำให้เหลวของชั้นขอบเขต ไม่ใช่การตัดด้วยแรงเฉือนในแนวตั้ง แรงที่ถ่ายทอดเข้าไปในเนื้อผลิตภัณฑ์จึงแทบจะเป็นศูนย์ ทำให้สามารถตัดเค้กมูสหลายชั้นได้โดยไม่ทำให้ชั้นเลื่อนหรือฐานถูกบีบอัด กลไกเดียวกันนี้เองที่ทำให้การตัดด้วยคลื่นอัลตราโซนิกมีประสิทธิภาพสูงสำหรับสายการผลิตเบเกอรี่ขนาดใหญ่สายการผลิตระบบตัดอัลตราโซนิกในส่วนนี้จะแสดงให้เห็นว่าเครื่องจักรเหล่านี้ถูกผสานรวมเข้ากับระบบการทำงานแบบไหลต่อเนื่องได้อย่างไร
สิ่งที่เกิดขึ้นเมื่อระบบถูกปรับจูนไม่ถูกต้อง
ปัญหาที่พบบ่อยที่สุดในระบบตัดอัลตราโซนิกไม่ใช่ความเสียหายทางกลไก แต่คือการสูญเสียการปรับจูนเรโซแนนซ์ ซึ่งเกิดขึ้นเมื่ออุณหภูมิของใบมีดเพิ่มสูงขึ้นขณะใช้งาน ทำให้โลหะขยายตัวและเลื่อนความถี่เรโซแนนซ์ของฮอร์น โดยทั่วไป อุณหภูมิที่เพิ่มขึ้น 20 องศาเซลเซียสในฮอร์นไทเทเนียมจะทำให้ความถี่เรโซแนนซ์ลดลงประมาณ 30-50 Hz หากเครื่องกำเนิดสัญญาณไม่มีระบบติดตามความถี่แบบแอคทีฟ (Phase-Locked Loop) ระบบจะหลุดออกจากจุดเรโซแนนซ์ ส่งผลให้แอมพลิจูดลดลงและใบมีดสูญเสียประสิทธิภาพในการตัด
ปัญหาที่พบบ่อยรองลงมาคือการสูญเสียแอมพลิจูดเนื่องจากการเสื่อมสภาพของทรานสดิวเซอร์ แผ่นเซรามิก PZT ในชุดทรานสดิวเซอร์อาจสูญเสียขั้วแม่เหล็กเมื่อเวลาผ่านไป หากเครื่องกำเนิดสัญญาณขับเคลื่อนด้วยกำลังสูงอย่างต่อเนื่องโดยไม่ปล่อยให้มีรอบพักเพื่อระบายความร้อน ทรานสดิวเซอร์ที่สูญเสียขั้วจะสูญเสียค่าเอาต์พุตการกระจัดได้ถึง 40% นี่จึงเป็นเหตุผลว่าทำไมเครื่องกำเนิดสัญญาณที่ออกแบบมาสำหรับงานตัดในอุตสาหกรรมอาหารจึงมีระบบตรวจสอบแอมพลิจูด ซึ่งจะแจ้งเตือนผู้ปฏิบัติงานเมื่อการใช้กำลังไฟเพื่อรักษาแอมพลิจูดที่ตั้งไว้เกินค่าเกณฑ์ ซึ่งมักเป็นสัญญาณเตือนแรกของอาการล้าในทรานสดิวเซอร์
ปัญหาที่สามเกิดขึ้นจากการติดตั้งแตรส่งคลื่นไม่ถูกต้อง แตรส่งคลื่นต้องถูกหนีบให้แน่นที่จุดโหนด — นั่นคือตำแหน่งบนความยาวของมันที่มีแอมพลิจูดการสั่นสะเทือนเป็นศูนย์ การติดตั้งคลาดเคลื่อนจากจุดโหนดแม้เพียง 5 มม. จะทำให้พลังงานการสั่นรั่วไหลไปยังโครงสร้างเครื่องจักร ส่งผลให้แอมพลิจูดในการตัดลดลง และอาจทำให้ตัวยึดคลายตัวได้ในระยะยาว
ประเด็นที่วิศวกรโรงงานควรนำไปปฏิบัติ
การทำความเข้าใจหลักการทำงานจะช่วยป้องกันความผิดพลาดที่มักเกิดขึ้นสามประการในการกำหนดข้อกำหนดทางเทคนิค
ข้อผิดพลาดที่ 1: การเลือกความถี่เป็นอันดับแรกแทนที่จะเริ่มจากการวิเคราะห์ผลิตภัณฑ์ควรเริ่มต้นจากความหนาแน่นและโครงสร้างภายในของผลิตภัณฑ์ก่อน จากนั้นจึงเลือกความถี่และแอมพลิจูดที่เหมาะสม ระบบความถี่ 20 kHz ที่ทำงานด้วยแอมพลิจูดต่ำอาจรับมือกับผลิตภัณฑ์บางชนิดที่บอบบางได้ แต่สำหรับระบบ 40 kHz นั้น ไม่ว่าจะเพิ่มแอมพลิจูดสักเท่าไหร่ก็ตาม ก็ไม่สามารถนำมาใช้ตัดเนื้อสัตว์แช่แข็งได้อย่างมีประสิทธิภาพ
ข้อผิดพลาดที่ 2: การมองข้ามโครงสร้างการติดตั้งชุดคลื่นอัลตราโซนิกเป็นระบบที่ทำงานแบบเรโซแนนซ์ โครงสร้างที่ใช้รองรับจึงต้องมีความแข็งแรงเพียงพอเพื่อไม่ให้สูญเสียพลังงานการสั่นสะเทือน โครงที่มีน้ำหนักเบาหรือขาตั้งยึดที่กระจายแรงได้ไม่ดี จะทำให้ประสิทธิภาพในการตัดลดลง 15-25% เมื่อเทียบกับโครงสร้างรองรับที่ได้รับการออกแบบอย่างถูกต้อง
ข้อผิดพลาดที่ 3: การคิดว่าอายุการใช้งานของใบมีดจะเท่ากันสำหรับทุกผลิตภัณฑ์แตรไทเทเนียมตัวเดียวกันที่ใช้งานได้ยาวนาน 5,000 ชั่วโมงเมื่อตัดชีสเค้ก อาจลดลงเหลือเพียง 2,000 ชั่วโมงเมื่อตัดกราโนล่าแท่งที่มีอัลมอนด์ เนื่องจากอนุภาคแข็งในวัสดุจะสร้างจุดความเครียดสูงเฉพาะที่ขอบใบมีด ซึ่งนำไปสู่การเกิดรอยแตกขนาดจิ๋ว นี่ไม่ใช่ข้อบกพร่องผลิตภัณฑ์ แต่เป็นรูปแบบการสึกหรอที่สามารถคาดการณ์ได้ และควรนำไปพิจารณาในแผนการสั่งซื้ออะไหล่ทดแทนด้วย
เพื่อการเปรียบเทียบภาพรวมว่าการตัดด้วยคลื่นเสียงความถี่สูงนั้นมีประสิทธิภาพเหนือกว่าวิธีเชิงกลในสถานการณ์ใดบ้าง และไม่เหนือกว่าในสถานการณ์ใด บทความเรื่องเปรียบเทียบ: การตัดด้วยคลื่นเสียงความถี่สูง vs การตัดเชิงกล ในกระบวนการผลิตเบเกอรี่จะมีการวิเคราะห์จุดแข็งและจุดอ่อนของแต่ละวิธี โดยจำแนกตามประเภทผลิตภัณฑ์ให้
หัวข้อที่เกี่ยวข้อง
- วิธีเลือกเครื่องตัดคลื่นเสียงความถี่สูง ระหว่างรุ่น 20kHz กับ 40kHz
- เปรียบเทียบ: การตัดด้วยคลื่นเสียงความถี่สูง vs การตัดเชิงกล ในกระบวนการผลิตเบเกอรี่
- กรณีที่ไม่แนะนำให้ใช้เครื่องตัดอัลตราซอนิก: คู่มือทางวิศวกรรม
ปรึกษาทีมวิศวกรผู้ออกแบบระบบโดยตรง
HSYL เชี่ยวชาญในการสร้างระบบตัดด้วยคลื่นเสียงความถี่สูงสำหรับสายการผลิตอาหาร ครอบคลุมผลิตภัณฑ์หลายประเภท หากคุณมีผลิตภัณฑ์เฉพาะเจาะจงและต้องการทดสอบว่าการตัดด้วยคลื่นเสียงความถี่สูงจะช่วยเพิ่มผลผลิตหรือแก้ปัญหาวัสดุติดมีดได้หรือไม่ เพียงส่งรายละเอียดผลิตภัณฑ์และข้อมูลความเร็วสายการผลิตมาให้เรา ทีมวิศวกรจะทำการประเมินและแนะนำค่าความถี่ แอมพลิจูด รวมถึงรูปทรงใบมีดที่เหมาะสม พร้อมทั้งเปิดโอกาสให้ทดสอบตัดจริงกับผลิตภัณฑ์ของคุณได้ที่โรงงานของเรา
คำถามที่พบบ่อย
มีดอัลตราโซนิกสามารถตัดวัตถุได้อย่างไร ทั้งที่ใบมีดไม่ได้มีความคม?
หากใบมีดอัลตราโซนิกสัมผัสวัตถุที่มีความแข็งสูง เช่น กระดูกหรือเมล็ดถั่ว จะเกิดอะไรขึ้น?
เหตุใดการตัดด้วยอัลตราโซนิกจึงทำงานได้ดีกับอาหารที่มีความเหนียวสูง เช่น นูกัตหรือชีส?
ความถี่ของคลื่นอัลตราโซนิกสามารถปรับเปลี่ยนได้ในขณะที่เครื่องกำลังทำงานหรือไม่?
การตัดด้วยคลื่นอัลตราซาวด์ก่อให้เกิดความร้อนที่อาจสร้างความเสียหายต่อผลิตภัณฑ์หรือไม่?
ความแตกต่างระหว่างการตัดด้วยคลื่นอัลตราซาวด์ (Ultrasonic Cutting) กับการขึ้นรูปด้วยคลื่นอัลตราซาวด์ (Ultrasonic Machining) คืออะไร?
ระบบจ่ายพลังงาน (Generator) จะรักษาประสิทธิภาพการตัดให้สม่ำเสมอได้อย่างไร เมื่อใบมีดมีอุณหภูมิสูงขึ้น?
ระบบตัดด้วยคลื่นอัลตราซาวด์ในอุตสาหกรรมโดยทั่วไปมีความต้องการไฟฟ้าประมาณเท่าใด?
บทความที่เกี่ยวข้อง









ปรึกษาผู้เชี่ยวชาญฟรี
หากคุณมีข้อสงสัยหรือต้องการความช่วยเหลือด้านเทคนิคเกี่ยวกับเนื้อหาในบทความ กรุณากรอกแบบฟอร์มด้านล่าง ทีมผู้เชี่ยวชาญของเราพร้อมให้คำแนะนำและนำเสนอโซลูชันอย่างมืออาชีพแก่คุณ