คำถามที่ว่าจะเลือกใช้เทคโนโลยีตัดแบบอัลตราซาวนด์หรือเลื่อยตัดแบบสายพานนั้น เป็นเรื่องที่ทุกโรงงานแปรรูปอาหาร ไม่ว่าจะเป็นเนื้อสัตว์แช่แข็ง เบเกอรี่ หรือผลิตภัณฑ์นม ต้องเผชิญในสักวัน แม้ทั้งสองเทคโนโลยีจะมีจุดประสงค์เดียวกันคือการตัด แต่กลไกการทำงานแตกต่างกันอย่างสิ้นเชิง การเลือกจึงไม่ใช่เรื่องว่าเทคโนโลยีใด \"ดีกว่า\" ในตัวมันเอง แต่เป็นเรื่องของการจับคู่กลไกการตัดให้สอดคล้องกับคุณสมบัติของสินค้า ความต้องการด้านปริมาณผลผลิตของสายการผลิต และความสามารถในการดูแลรักษาเครื่องจักรของโรงงาน
บทความนี้นำเสนอการเปรียบเทียบโดยตรงในหัวข้อที่สำคัญสำหรับการตัดสินใจลงทุนในเครื่องจักร: การสูญเสียวัตถุดิบ อายุการใช้งานของใบมีด คุณภาพของสินค้า ประสิทธิภาพการผลิต ต้นทุนทั้งค่าเครื่องจักรและค่าดำเนินงาน รวมถึงความยุ่งยากในการติดตั้งและเชื่อมต่อระบบ จุดมุ่งหมายคือเพื่อมอบแนวทางให้วิศวกรและผู้จัดการฝ่ายผลิตสามารถตัดสินใจได้ด้วยตนเอง ไม่ใช่เป็นการชี้นำจากผู้จำหน่าย
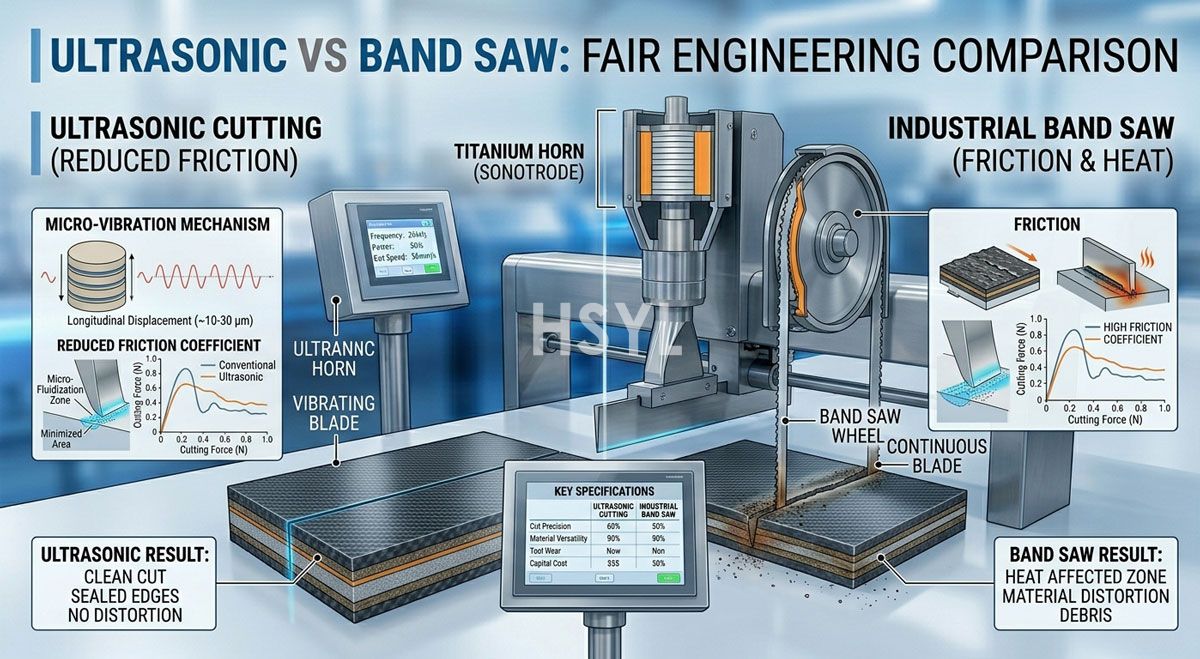
กลไกการตัดของแต่ละเทคโนโลยี: หัวใจสำคัญที่แตกต่าง
เลื่อยสายพานทำงานโดยนำใบมีดเหล็กที่มีฟันเลื่อยต่อกันเป็นวงมาตัดผ่านวัสดุ ฟันเลื่อยจะแทะวัสดุออกเป็นอนุภาคเล็กๆ เช่น ขี้เลื่อยจากเนื้อสัตว์แช่แข็ง หรือเศษจากเบเกอรี่ ความกว้างของร่องที่ตัด (ซึ่งเกิดจากความหนาของใบมีด) โดยทั่วไปจะอยู่ระหว่าง 1.0 ถึง 2.5 มม. ขึ้นอยู่กับขนาดของใบมีดและรูปแบบฟัน แรงที่ใช้ตัดเป็นแรงเฉือนทางกลไก ดังนั้นวัสดุที่ต้องตัดจึงต้องมีความแข็งแรงพอที่จะไม่บิดเสียรูปในขณะตัด
เครื่องตัดอัลตราซาวนด์ใช้ใบมีดไทเทเนียมที่สั่นด้วยความถี่ 20,000 ครั้งต่อวินาที โดยมีความกว้างของการสั่น (แอมพลิจูด) 20-80 ไมครอน กลไกไม่ได้เป็นการ \"ตัด\" หรือเอาวัสดุออก แต่เป็นการทำให้วัสดุหลอมเหลวที่ชั้นผิวและเกิดโพรงอากาศ จนแยกออกจากกัน จึงไม่มีร่องที่ตัด — ใบมีดมีความหนาเพียง 0.5 ถึง 1.0 มม. โดยไม่มีส่วนใดของวัสดุถูกกำจัดไป แรงตัดแทบไม่มี เพราะใบมีดไม่ได้สัมผัสกับวัสดุโดยตรง แต่จะเคลื่อนที่ผ่านชั้นของเหลวที่สร้างขึ้น
ความแตกต่างพื้นฐานในกลไกการทำงานนี้เอง ที่ส่งผลให้เกิดความแตกต่างในเรื่องผลผลิต อายุการใช้งานของใบมีด คุณภาพสินค้า และต้นทุนในทุกมิติ
ผลผลิต: จุดที่เลื่อยสายพานสูญเสียวัสดุ แต่อัลตราซาวนด์เก็บรักษาไว้ได้
| เมตริก/ตัวชี้วัด | เลื่อยสายพาน | เครื่องตัดระบบอัลตราโซนิก | ผลลัพธ์จากการใช้งานจริง |
|---|---|---|---|
| ปริมาณเนื้อสูญเสียจากรอยตัด (เนื้อแช่แข็ง) | 1.5-2.5 มม. ต่อรอยตัด | 0.5-1.0 มม. ต่อรอยตัด | น้ำหนักสินค้าสูญเสียเป็นขี้เลื่อยประมาณ 3-5% สำหรับเลื่อยสายพาน; ต่ำกว่า 1% สำหรับเครื่องตัดอัลตราโซนิก |
| ฝุ่นผง/เศษละเอียดบนผิวหน้า | ฝุ่นเนื้อที่มองเห็นได้จะสะสมบนรางเลื่อยและโต๊ะ | ไม่เกิดฝุ่น; พื้นผิวที่ตัดออกมานั้นสะอาด | เลื่อยสายพานต้องทำความสะอาดบ่อยครั้งกว่า; ฝุ่นที่เกิดขึ้นถือเป็นผลผลิตที่สูญเสียไปโดยไม่อาจเรียกคืน |
| การสูญเสียความชื้นบริเวณรอยตัด | พื้นผิวอาหารแช่แข็งที่ถูกเปิดออกสู่อากาศ; อัตราการระเหิดจะเพิ่มสูงขึ้นตลอดระยะการเก็บรักษา | ชั้นผิวหน้าจะแข็งตัวใหม่อย่างรวดเร็ว ทำหน้าที่ปิดผนึกรอยตัด | ความแตกต่างเพียงเล็กน้อยในอัตราการสูญเสียน้ำหนักระหว่างการจัดเก็บในสภาพแช่แข็งตลอดหลายสัปดาห์ |
| ความคลาดเคลื่อนของน้ำหนักในแต่ละส่วน | ±2-5% ขึ้นอยู่กับความชำนาญของผู้ใช้งานและสภาพใบมีด | ±0.5-1.5% ด้วยระบบจัดตำแหน่งแบบเซอร์โวควบคุม | ลดการสูญเสียด้วยเทคโนโลยีอัลตราโซนิค; เห็นผลชัดเจนในโปรตีนคุณภาพสูง |
ในสายการผลิตที่แปรรูปเนื้อวัวแช่แข็งเป็นบล็อก 5,000 กิโลกรัมต่อผลัดงาน เลื่อยสายพานจะสร้างฝุ่นเนื้อ 150-250 กิโลกรัมต่อผลัดงาน ด้วยอัตราการสูญเสีย 3-5% ที่ราคาขายส่งประมาณ $5-7 ต่อกิโลกรัม ส่งผลให้สูญเสียผลิตภัณฑ์มูลค่า $750-1,750 ต่อผลัดงาน เมื่อคำนวณตลอด 250 ผลัดงานต่อปี การสูญเสียผลผลิตต่อปีจะสูงถึง $187,000-437,000 การใช้เครื่องตัดอัลตราโซนิคที่ช่วยลดการสูญเสียเหลือต่ำกว่า 1% จะสามารถกู้คืนมูลค่าส่วนใหญ่เหล่านี้ได้
อย่างไรก็ตาม การคำนวณนี้ตั้งอยู่บนสมมติฐานว่าผลผลิตที่กู้คืนได้นั้นสามารถขายต่อได้ หากข้อกำหนดสินค้าไม่ได้กำหนดน้ำหนักสัดส่วนที่เข้มงวด และฝุ่นเศษเนื้อถูกนำเข้าสู่กระบวนการแปรรูปในมูลค่าที่ต่ำกว่า ผลกระทบทางการเงินก็จะน้อยลง ทุกโรงงานควรดำเนินการคำนวณนี้โดยใช้ข้อมูลผลผลิตและมูลค่าสินค้าของตนเอง ก่อนที่จะสรุปว่าการลงทุนในเครื่องตัดอัลตราโซนิคนั้นคุ้มค่า
อายุการใช้งานและบำรุงรักษาใบมีด: ความแตกต่างในโครงสร้างต้นทุน
การเปรียบเทียบอายุใบมีดระหว่างสองเทคโนโลยีต้องพิจารณาถึงรูปแบบความเสียหายที่แตกต่าง
ใบมีดเลื่อยสายพานจะทื่อเนื่องจากการสึกหรอจากการเสียดสีที่ปลายฟัน สำหรับเนื้อแช่แข็ง ใบมีดเหล็กคาร์บอนมาตรฐานจำเป็นต้องลับคมหรือเปลี่ยนใหม่ทุกๆ 4-8 ชั่วโมง ขณะที่ใบมีดไบเมทัลหรือเคลือบคาร์ไบด์จะมีอายุการใช้งานยาวนานกว่า — ประมาณ 20-40 ชั่วโมง — แต่มีราคาสูงกว่า 3-5 เท่าตัว เวลาหยุดเครื่องเพื่อเปลี่ยนใบมีดโดยทั่วไปอยู่ที่ 10-15 นาทีต่อครั้ง และกระบวนการลับคมจำเป็นต้องใช้เครื่องลับใบมีดเฉพาะทางพร้อมช่างเทคนิคที่ผ่านการฝึกอบรม
เขา horn อัลตราโซนิกไทเทเนียม ไม่สึกหรอเนื่องจากไม่มีขอบคม อุปกรณ์จะเสื่อมสภาพเมื่อรอยร้าวจากการล้าระดับจุลภาคที่ปลายใบมีด ทำให้ความถี่เรโซแนนซ์เบี่ยงเบนเกินช่วงที่เครื่องกำเนิดไฟฟ้าสามารถชดเชยได้ อายุการใช้งานโดยทั่วไปอยู่ที่ 2,000-5,000 ชั่วโมง สำหรับผลิตภัณฑ์เบเกอรี่ และ 2,000-3,000 ชั่วโมง สำหรับเนื้อแช่แข็ง ค่าใช้จ่ายในการเปลี่ยนชุด horn ไทเทเนียม อยู่ระหว่าง $380 ถึง $800 ขึ้นอยู่กับรูปทรงเรขาคณิต ระยะเวลาหยุดเครื่องเพื่อเปลี่ยน คือ 5-10 นาที รวมขั้นตอนการสอบเทียบใหม่
ต้นทุนต่อชั่วโมงการทำงานในส่วนของใบเลื่อน โดยทั่วไปแล้วระบบอัลตราโซนิกมีความได้เปรียบในสายการผลิตที่มีปริมาณงานสูง โรงงานที่เดินเครื่อง 2 กะต่อวัน หกวันต่อสัปดาห์ จะมีชั่วโมงการทำงานสะสมประมาณ 5,000 ชั่วโมงต่อปี ในระดับการใช้งานนี้ ใบเลื่อนแบบสายพานอาจต้องเปลี่ยน 150-300 ครั้งต่อปี ขึ้นอยู่กับประเภทของใบเลื่อน ระบบอัลตราโซนิกอาจต้องเปลี่ยน horn หนึ่งถึงสองครั้ง ต้นทุนการสึกหรอของใบเลื่อนแบบสายพานต่อปี อาจสูงกว่าค่าใช้จ่ายในการเปลี่ยน horn ของระบบอัลตราโซนิกต่อปี อย่างไรก็ตาม การเปรียบเทียบขึ้นอยู่มากกับค่าใช้จ่ายในการลับคมใบเลื่อนในท้องถิ่น และราคา horn อัลตราโซนิกเฉพาะรุ่น
อย่างไรก็ตาม ด้านการบำรุงรักษาไม่ได้เป็นเรื่องที่ดีเพียงด้านเดียว ระบบอัลตราโซนิกต้องการระดับทักษะที่สูงกว่าในการแก้ปัญหา เมื่อเครื่องกำเนิดไฟฟ้าตัดวงจรหรือใบเลื่อนตัดได้ไม่เรียบร้อย ผู้ปฏิบัติงานจำเป็นต้องเข้าใจเรื่องการติดตามความถี่ การตั้งค่าแอมพลิจูด และการจับคู่ความต้านทาน ใบเลื่อนแบบสายพานมีกลไกที่เรียบง่ายกว่า — หากหยุดตัด สาเหตุก็คือใบเลื่อนทื่อหรือความตึงไม่ถูกต้อง ทีมซ่อมบำรุงในโรงงานส่วนใหญ่สามารถวินิจฉัยปัญหาของใบเลื่อนแบบสายพานได้ โดยไม่จำเป็นต้องติดต่อผู้ผลิต
คุณภาพผลิตภัณฑ์: จุดที่เทคโนโลยีแต่ละประเภทก่อให้เกิดข้อบกพร่องที่แตกต่างกัน
ใบเลื่อนแบบสายพานก่อให้เกิดข้อบกพร่องเฉพาะตัวที่ผู้แปรรูปยอมรับว่าเป็นเรื่องปกติ: ผิวสัมผัสจากการตัดที่หยาบ, ฝุ่นเนื้อที่เกาะติดผลิตภัณฑ์, และบางครั้งเกิดรอยฉีกขาดเมื่อใบเลื่อนสัมผัสกับความหนาแน่นที่เปลี่ยนแปลง (เช่น จากชั้นไขมันไปยังเนื้อติดมันน้อย) ในผลิตภัณฑ์แช่แข็ง การกระทำของเลื่อนอาจทำให้เกิดการละลายเฉพาะจุดที่ขอบตัด หากแรงเสียดทานของใบเลื่อนเกิดความร้อนเพียงพอ — ซึ่งพบได้บ่อยในกรณีที่ใช้ใบเลื่อนทื่อและเดินเครื่องด้วยอัตราป้อนช้า
เครื่องตัดอัลตราโซนิกสร้างผิวตัดที่เรียบเนียนและมันวาว ปราศจากฝุ่นหรือขอบหยาบ ปรากฏการณ์เหลวของชั้นขอบ (Boundary-layer liquefaction) จะช่วยปิดผนึกผิวตัด ซึ่งอาจช่วยปรับปรุงคุณภาพการซีลสุญญากาศในขั้นตอนการบรรจุ อย่างไรก็ตาม เครื่องตัดอัลตราโซนิกมีรูปแบบข้อบกพร่องเฉพาะตัว เมื่อตั้งค่าแอมพลิจูดไม่ถูกต้อง ใบมีดอาจ \"สั่น\" (Chatter) กับผิวผลิตภัณฑ์ ทำให้ผิวตัดเป็นคลื่น ในผลิตภัณฑ์ที่มีปริมาณน้ำสูงมาก ปรากฏการณ์โพรงอากาศ (Cavitation) อาจทำให้ความชื้นบนผิวแตกตัวเป็นฝอยละออง ทำให้ขอบตัดมีลักษณะเปียก
ไม่มีคุณภาพการตัดใดที่เหนือกว่าโดยสากล — ระดับคุณภาพที่ยอมรับได้ขึ้นอยู่กับการใช้งานปลายทางของผลิตภัณฑ์ บล็อกเนื้อแช่แข็งที่จะนำไปบดไม่จำเป็นต้องมีผิวตัดที่มันวาว ในขณะที่สเต๊กที่ควบคุมสัดส่วนหรือผลิตภัณฑ์เบเกอรี่สำหรับขายปลีกจำเป็นต้องมี ความต้องการด้านคุณภาพควรเป็นตัวกำหนดการเลือกใช้เทคโนโลยี ไม่ใช่ในทางกลับกัน
ปริมาณงาน (Throughput) และ การบูรณาการเข้ากับสายการผลิต
ในการตัดบล็อกเนื้อแช่แข็งแบบตรง เลื่อยสายพานพร้อมโต๊์นเลื่อนไฟฟ้าสามารถแปรรูปได้ 8-12 ตันต่อชั่วโมง เมื่อบล็อกมีขนาดสม่ำเสมอ ซึ่งเป็นข้อได้เปรียบที่เครื่องตัดอัลตราซาวนด์แบบช่องทางเดียวยากจะเทียบเท่า เนื่องจากระบบจัดตำแหน่งเซอร์โวและจังหวะการตัดแนวตั้งจำกัดอัตราการผลิตไว้เพียง 60-120 ครั้งต่อนาที หรือประมาณ 3-6 ตันต่อชั่วโมง สำหรับขนาดบล็อกมาตรฐาน ทั้งนี้ระบบอัลตราซาวนด์แบบหลายช่องทางแม้จะมีอยู่จริง แต่ก็เพิ่มต้นทุนเริ่มต้นตามสัดส่วน
อย่างไรก็ตาม ปริมาณงานของเลื่อยสายพานจะลดลงอย่างมากเมื่อผลิตภัณฑ์มีขนาดหรือรูปร่างหลากหลาย เนื่องจากผู้ปฏิบัติงานต้องจัดวางแต่ละชิ้นด้วยตนเอง ในขณะที่ระบบอัลตราซาวนด์ที่มีการจัดตำแหน่งด้วยกล้อง Vision ยังคงรักษาอัตราผลผลิตได้ตามกำหนด แม้ผลิตภัณฑ์จะมีรูปทรงแตกต่างกัน เพราะระบบสายพานลำเลียงและจังหวะใบมีดทำงานสัมพันธ์กันโดยอัตโนมัติ
สำหรับการผสานเข้ากับสายการผลิตอัตโนมัติ ระบบอัลตราซาวนด์มีข้อได้เปรียบอย่างเห็นได้ชัด ให้ระยะห่างการตัดที่สม่ำเสมอ สอดคล้องกับอุปกรณ์บรรจุภัณฑ์ท้ายสาย แถมยังไม่มีเศษเลื่อย จึงตัดปัญหาเรื่องการปนเปื้อนที่ต้องทำความสะอาดตลอดเวลาในสายเลื่อยแบบเดิมเครื่องตัดเนื้อแช่แข็งอัลตราซาวนด์หน้านี้แสดงให้เห็นว่าระบบเหล่านี้ถูกจัดวางอย่างไรกับสายพานลำเลียงเซอร์โวสำหรับการทำงานแบบอินไลน์
เปรียบเทียบต้นทุนเริ่มต้นและค่าใช้จ่ายในการดำเนินงาน
เลื่อยสายพานสำหรับงานพาณิชย์ที่เหมาะกับการตัดบล็อกเนื้อแช่แข็ง มีราคาอยู่ที่ 15,000 ถึง 40,000 ดอลลาร์ ขึ้นอยู่กับขนาดช่องเปิด กำลังมอเตอร์ และระดับระบบอัตโนมัติ ขณะที่ระบบตัดอัลตราซาวนด์ที่เทียบเท่ามีราคา 60,000 ถึง 120,000 ดอลลาร์ รวมอุปกรณ์หลักอย่างเครื่องกำเนิดสัญญาณ ทรานสดิวเซอร์ ฮอร์น สายพานลำเลียงเซอร์โว และระบบควบคุม
ความแตกต่างของค่าใช้จ่ายในการดำเนินงานขึ้นอยู่กับผลตอบแทนจากการกู้คืนผลผลิตมากกว่าค่าใบมีดหรือค่าไฟฟ้า โดยการใช้พลังงานไฟฟ้าแทบไม่ต่างกัน — มอเตอร์เลื่อยสายพานขนาดใหญ่ใช้กำลัง 5-7 kW ขณะที่ระบบอัลตราซาวนด์ใช้กำลัง 3-5 kW แต่ความแตกต่างที่แท้จริงอยู่ที่ผลผลิตที่ได้คืน
แบบประเมินความคุ้มค่าการลงทุนอย่างง่าย: คำนวณมูลค่าผลผลิตที่เพิ่มขึ้นต่อปี (เปอร์เซ็นต์ loss จากเลื่อยวงเดือน หัก ด้วยเปอร์เซ็นต์ loss จากระบบอัลตราโซนิก คูณด้วยปริมาณผลผลิตรวมต่อปีและมูลค่าผลิตภัณฑ์ต่อกิโลกรัม) ถ้าค่าที่ได้สูงกว่าส่วนต่างต้นทุนทุนที่เฉลี่ยเป็นรายปี (ต้นทุนทุนระบบอัลตราโซนิก หัก ด้วยต้นทุนทุนเลื่อยวงเดือน หารด้วยอายุการใช้งานที่คาดหวัง) แสดงว่าการลงทุนในระบบอัลตราโซนิกมีความคุ้มค่าทางการเงิน แต่หากมูลค่าผลผลิตที่เพิ่มขึ้นน้อยกว่าส่วนต่างต้นทุนทุน การเลือกใช้เลื่อยวงเดือนก็ยังเป็นทางเลือกที่ดีกว่าทางการเงิน แม้จะมีข้อเสียด้านคุณภาพเปรียบเทียบก็ตาม
เมื่อเลื่อยวงเดือนเป็นตัวเลือกที่ใช่
เลื่อยวงเดือนยังคงเป็นตัวเลือกที่ practical ในสถานการณ์เหล่านี้:
- เมื่อปริมาณผลผลิตที่ต้องการต่อปีน้อยกว่า 1,000 ตัน— มูลค่าผลผลิตที่เพิ่มขึ้นจากระบบอัลตราโซนิกไม่สูงพอที่จะคุ้มค่ากับส่วนต่างของต้นทุนทุนที่เพิ่มขึ้น เมื่อพิจารณาช่วงเวลาการคืนทุนที่เป็นจริง
- สำหรับผลิตภัณฑ์ที่มีกระดูกแข็งหรือมีสิ่งแปลกปลอมแข็งๆ ปนอยู่— ใบมีดอัลตราโซนิกจะสึกหรอเร็วขึ้นเมื่อตัดผลิตภัณฑ์ที่มีกระดูก ในทางกลับกัน เลื่อยวงเดือนสามารถตัดผ่านกระดูกได้ดี ตราบใดที่ใช้ใบเลื่อยที่ออกแบบมาเฉพาะสำหรับงานตัดกระดูก
- สำหรับสถานประกอบการที่ขาดแคลนช่างซ่อมบำรุงระบบไฟฟ้าและอิเล็กทรอนิกส์ที่มีความชำนาญ— เครื่องกำเนิดอัลตราโซนิก, PLC และระบบเซอร์โว จำเป็นต้องมีทีมช่างที่สามารถตรวจวิเคราะห์และแก้ไขปัญหาได้ ซึ่งโรงงานบางแห่งไม่มีบุคลากรภายในรองรับ
- ผลิตภัณฑ์ที่ต้องผ่านขั้นตอนการบดหรือแปรรูปต่อ— หากคุณภาพผิวตัดไม่ส่งผลต่อมูลค่าผลิตภัณฑ์ขั้นสุดท้าย ก็ไม่มีผลตอบแทนเพียงพอที่จะ justify ต้นทุนเพิ่มเติมของเทคโนโลยีอัลตราโซนิก
ระบบเครื่องตัดเค้กแบบเลื่อยสายพาน รุ่น YL-SS-180เป็นตัวอย่างของเลื่อยสายพานที่ออกแบบมาเฉพาะสำหรับผลิตภัณฑ์เฉพาะ ซึ่งถูกปรับจูนให้เหมาะกับการใช้งานที่เทคโนโลยีตัดอัลตราโซนิกไม่สามารถให้ความคุ้มค่าที่สมเหตุสมผล
กรณีที่การตัดด้วยเทคโนโลยีอัลตราโซนิกคือคำตอบที่ใช่
การตัดด้วยเทคโนโลยีอัลตราโซนิกคุ้มค่ากับต้นทุนเริ่มต้นที่สูงกว่า เมื่อ:
- ผลิตภัณฑ์มีมูลค่าสูงต่อกิโลกรัม— ไม่ว่าจะเป็นเนื้อสันในวัว ปลาแซลมอนชิ้น หรือเบเกอรี่คุณภาพ — ที่ผลิตภัณฑ์ที่แม้จะมีผลตอบแทนเพียง 1% ก็คุ้มค่าต่อการลงทุน
- ความสม่ำเสมอของน้ำหนักชิ้นส่วนเป็นสิ่งสำคัญยิ่ง— สำหรับบรรจุภัณฑ์ค้าปลีกที่มีฉลากแสดงน้ำหนักชัดเจน ที่ซึ่งส่วนที่ให้เกินน้ำหนักที่ประกาศไว้คือต้นทุนที่สูญเปล่าโดยตรง
- ผลิตภัณฑ์เกิดการติดหรือทิ้งคราบเปื้อนบนใบมีดของเครื่องจักร— สำหรับผลิตภัณฑ์อย่างชีสไขมันสูง ขนมหวานเหนียวหนืด หรือเค้กชั้นเลิศ — ในสถานการณ์ที่เลื่อยสายพานและเครื่องหั่นแบบกลไกให้คุณภาพการตัดที่ไม่เป็นที่ยอมรับ
- สายการผลิตต้องการระบบทำความสะอาดแบบ CIP หรือการล้างทำความสะอาดด้วยน้ำแรงดัน— ระบบอัลตราซาวนด์ที่มีโครงสร้าง SUS304 และชุดกำเนิดสัญญาณแบบปิดผนึก สามารถทำความสะอาดได้เร็วกว่าเมื่อเทียบกับเลื่อยสายพานที่มีซอกมุมแคบหลายจุด รางนำใบมีด และฝาครอบตลับลูกปืน
เพื่อให้มองเห็นภาพรวมที่กว้างขึ้นในการกำหนดตำแหน่งของเทคโนโลยีทั้งสองในสายการผลิตภาพรวมอุปกรณ์ตัดและหั่นสำหรับธุรกิจฟิตเนสครอบคลุมตัวเลือกทั้งแบบกลไกและอัลตราโซนิกอย่างครบครัน
คำแนะนำเชิงปฏิบัติ: คำนวณตัวเลขก่อนเลือกเทคโนโลยี
ข้อผิดพลาดที่พบบ่อยที่สุดในการตัดสินใจเลือกระหว่างอัลตราโซนิกและเลื่อยวงเดือน คือ การตั้งธงไว้ที่เทคโนโลยีที่ชอบก่อน แล้วจึงหาข้อมูลมาสนับสนุน ลำดับขั้นตอนที่ถูกต้องคือ:
- วัดปริมาณผลผลิตที่สูญเสียไปในปัจจุบันจากกระบวนการตัด — ชั่งน้ำหนักฝุ่นที่เกิดจากกระบวนการตัด, วัดปริมาณเนื้อที่ให้เกินความจำเป็น, บันทึกงานที่ต้องทำซ้ำจากปัญหาคุณภาพการตัด
- คำนวณมูลค่าต่อปีของการเพิ่มผลผลิตที่คาดหวังได้ตามเปอร์เซ็นต์ที่สมจริง (2% เป็นค่าประมาณแบบอนุรักษ์นิยมเบื้องต้นสำหรับการเปลี่ยนจากเลื่อยวงเดือนเป็นเครื่องตัดอัลตราโซนิก)
- เปรียบเทียบมูลค่าดังกล่าวกับส่วนต่างของต้นทุนอุปกรณ์เฉลี่ยต่อปีตลอดอายุการใช้งาน 5-7 ปี
- พิจารณาถึงศักยภาพในการบำรุงรักษา, ความต้องการในการเชื่อมต่อระบบ, และมาตรฐานคุณภาพของผลิตภัณฑ์
- การตัดสินใจควรอิงจากการวิเคราะห์ข้อมูลโดยรวม ไม่ใช่เพียงแค่ตัวเลขผลผลิตหรืออัตราผลตอบแทน
เทคโนโลยีการตัดด้วยคลื่นอัลตราซาวด์เหนือกว่าสำหรับงานบางประเภท ในขณะที่เลื่อยสายพานยังคงเป็นตัวเลือกที่เหมาะสมกว่าสำหรับงานอื่นๆ ทักษะทางวิศวกรรมคือการระบุสถานการณ์ที่คุณเผชิญอยู่
หัวข้อที่เกี่ยวข้อง
- เคล็ดลับการตัดอาหารแช่แข็ง: วิธีป้องกันไม่ให้แตกหรือเละ
- คู่มือเลือกเครื่องหั่นเนื้ออุตสาหกรรม: เปรียบเทียบระหว่างเนื้อสดและเนื้อแช่แข็ง
- กรณีที่ไม่แนะนำให้ใช้เครื่องตัดอัลตราซอนิก: คู่มือทางวิศวกรรม
เราผลิตทั้งสองเทคโนโลยี จึงมั่นใจได้ว่าเราแนะนำรุ่นที่เหมาะกับความต้องการของคุณ
HSYL เป็นผู้ผลิตเลื่อยสายพาน เครื่องหั่นระบบกลไก และระบบตัดด้วยคลื่นอัลตราซาวด์ เราไม่มีส่วนได้เสียในการโปรโมตเทคโนโลยีใดเป็นพิเศษ เพียงส่งข้อมูลสเปคผลิตภัณฑ์ ความต้องการกำลังผลิต และข้อมูลผลผลิตปัจจุบันของคุณ ทีมวิศวกรจะวิเคราะห์และแนะนำทางเลือกที่คุ้มค่า พร้อมคำนวณระยะเวลาคืนทุนให้เฉพาะสำหรับไลน์ผลิตของคุณ โดยไม่มีข้อผูกมัดและไม่มีการเร่งขาย — เพียงข้อมูลวิเคราะห์ที่จำเป็นสำหรับการตัดสินใจลงทุนอย่างมั่นใจ
คำถามที่พบบ่อย
เลื่อยสายพานสูญเสียวัตถุดิบมากน้อยกว่าการตัดด้วยคลื่นอัลตราซาวด์เพียงใด?
เครื่องตัดระบบอัลตราโซนิกสามารถทดแทนเลื่อยสายพานได้ในทุกการใช้งานสำหรับเนื้อแช่แข็งหรือไม่?
เทคโนโลยีใดมีต้นทุนการบำรุงรักษาใบมีดต่ำกว่า?
สามารถติดตั้งเครื่องตัดระบบอัลตราโซนิกเข้ากับสายการผลิตที่ใช้เลื่อยสายพานอยู่ได้หรือไม่?
ระยะเวลาคืนทุนในการเปลี่ยนจากเลื่อยสายพานมาใช้ระบบอัลตราโซนิกคือเท่าใด?
เครื่องตัดอัลตราซาวด์ใช้งานได้กับสินค้าแช่แข็งที่มีกระดูกหรือไม่?
เทคโนโลยีใดให้คุณภาพรอยตัดที่ดีกว่าสำหรับบรรจุภัณฑ์จำหน่ายปลีก?
บทความที่เกี่ยวข้อง









ปรึกษาผู้เชี่ยวชาญฟรี
หากคุณมีข้อสงสัยหรือต้องการความช่วยเหลือด้านเทคนิคเกี่ยวกับเนื้อหาในบทความ กรุณากรอกแบบฟอร์มด้านล่าง ทีมผู้เชี่ยวชาญของเราพร้อมให้คำแนะนำและนำเสนอโซลูชันอย่างมืออาชีพแก่คุณ