Система HACCP и производственная линия для консервирования рыбы
Производственная линия для консервирования рыбы с системой HACCP — это не просто стерилизация банок. Это комплексная заводская стратегия, объединяющая приёмку и обработку сырой рыбы, управление рассолами и маслами, фасовку, закатку, ретортирование, охлаждение и упаковку.
Для инженеров и руководителей производств ключевой вопрос заключается в том, где возникают риски на линии и как компоновка, оборудование и система санитарной обработки обеспечивают контроль этих рисков.

Точки возникновения рисков на линии консервирования рыбы
В производстве консервированной рыбы выделяют три ключевые зоны риска:
- приёмка и первичная обработка сырья, где биологическое обсеменение и загрязнение впервые проникают в систему
- фасовка, герметизация и ретортирование, где безопасность продукции определяется герметичностью тары и контролем режима тепловой обработки
- послестерилизационная обработка, при которой дефекты могут быть повторно внесены повреждёнными банками, конденсатом и промывочной водой.
Система HACCP определяет критические контрольные точки (CCP) на этих этапах. Планировка производственной линии должна обеспечивать их видимость и возможность измерения.
Типичные критические контрольные точки (CCP) на линии консервирования рыбы
| Производственный участок | Типичная критическая контрольная точка | Параметры для проверки |
|---|---|---|
| Приёмка сырья (рыбы) | Контроль температуры и качества | Контоль температурного режима, изоляция подозрительных грузов |
| Cook/pick | Режим и продолжительность термообработки | Контрольно-измерительные приборы на варочном и фасовочном оборудовании, обезжиривание |
| Filling/exhausting | Контроль массы нетто и остаточного воздушного пространства | Дозирующие весы, контроль параметров деаэрации и вакуумирования |
| Шов | Контроль геометрии и герметичности шва | Калибровочный инструмент для инспекции швов, регллярные испытания на герметичность |
| Автоклав для стерилизации | Выдержка тепловой обработки | Графики работы реторты, журналы времени набора температуры, калибровка термодатчиков |
Проектирование линии в соответствии с принципами HACCP
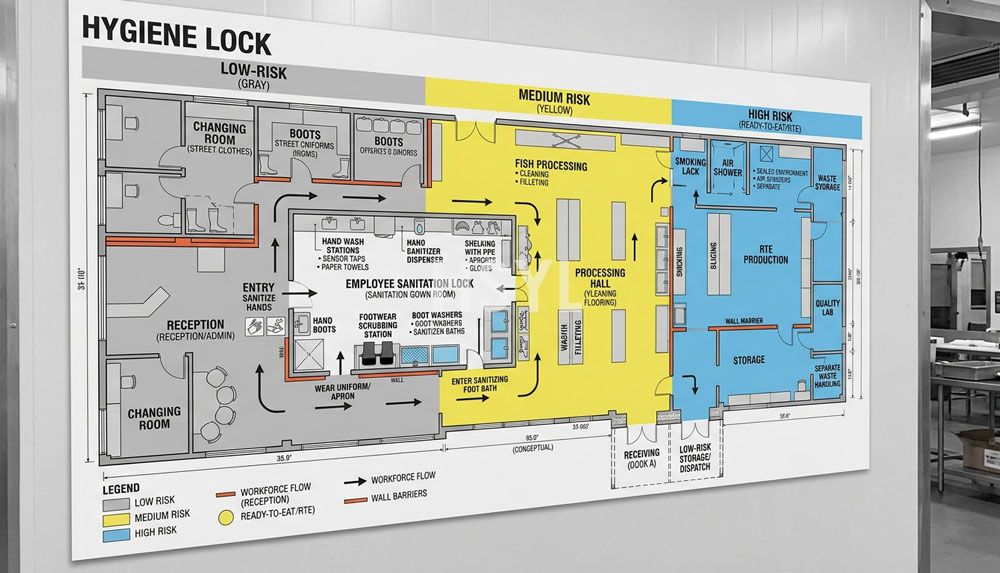
При проектировании линии по принципам HACCP начальным этапом является зонирование. Зоны для сырой рыбы, влажной обработки и готовой продукции должны быть разделены таким образом, чтобы обеспечить однонаправленное движение санитарного потока.
Станция выгрузки рыбы, варочная машина и разделочный стол не должны размещаться в одном помещении с закаточным аппаратом и зоной загрузки реторты, если не предусмотрены физические перегородки и организованный чистый проход.
На практике инженерные бригады могут оценивать варианты компоновки, сверяясь с требованиями HSYLпрактическое руководство по организации производственного процесса на рыбоконсервном заводе.
Почему санитарное обслуживание — скрытая статья расходов
Санитарное обслуживание — один из тех аспектов рыбоконсервной линии, который операторы ощущают через часы простоя, а не через стоимость закупки. Линия, которую сложно мыть, будет чаще останавливаться, а риск образования загрязнений возрастёт.
При выборе линии для консервирования рыбы по стандартам HACCP обратите внимание на следующие особенности конструкции:
- открытые рамы оборудования и съёмные защитные кожухи для оперативного доступа к узлам
- Трубопроводные контуры, совместимые с системами CIP-мойки, для заливочных и рассольных систем
- выделенные моечные трапы под наполнителем, закаточным и загрузочным механизмами реторты
- электрощиты с защитой от влаги при мойке и зональное освещение
Эти характеристики могут показаться не самыми впечатляющими, но именно они обеспечивают стабильную работу рыбоконсервной линии на проектной мощности.
Подбор и валидация реторты для рыбоконсервного производства
Реторта является ключевым звеном термической обработки в плане HACCP рыбоконсервного производства. Её валидация должна подтверждать не только параметры температурной выдержки, но и эффективность для конкретных типов банок и форматов наполнения, используемых на линии.
Частая ошибка — согласование стерилизационного процесса по количеству банок, а не по карте температурного воздействия. При обработке морепродуктов на проникновение тепла влияют размер банки, плотность продукта и объем головного пространства.
Отсутствие у поставщика прозрачной методики валидации указывает на неполноту предложения. Для корректного сравнения необходимо сопоставлять реальную температурную кривую процесса с техническими характеристиками стерилизатора.
В данном случае рекомендуется изучить техническую документацию, например, HSYLавтоклав для стерилизации консервированной рыбыдля понимания интеграции системы с производственной линией.
Особенности работы с рыбной продукцией: вопросы заполнения и дегазации
Нередко причиной сбоев рыбоконсервных линий является несоответствие дозатора типу продукта. Тунец, скумбрия и сардиновая паста обладают разной текучестью в банке, а жирные наполнители затрудняют контроль объема головного пространства.
В системе ХАССП дозирующее устройство является критической контрольной точкой: его неисправности могут привести к серьезным последствиям на последующих этапах. Конструкция линии должна обеспечивать операторам возможность контроля массы нетто, регулировки параметров дегазации и обслуживания заправочных сопел без длительной остановки.
Необходимо уточнить, поддерживает ли предлагаемый дозатор конкретный тип фасовки, запланированный для вашего производства. При оценке комплексного предложения «под ключ» убедитесь в способности оборудования работать с диаметрами банок и показателями вязкости продукта, предусмотренными вашей программой ХАССП.
Интеграция с системами контроля качества и инспекции
На линии консервирования рыбы, соответствующей стандартам HACCP, инспекционные системы — это не просто дополнительное удобство. Они составляют неотъемлемую часть сети управления процессами.
Стандартные инспекционные проверки включают:
- выявление металлических включений после машины для герметизации (симера)
- проверку вакуума и давления в герметично закрытых банках
- контроль герметичности и измерение параметров двойного шва
- случайный выборочный контроль веса и оценка товарного вида продукции
Данные функции должны быть интегрированы в систему управления линией, что обеспечит прослеживаемость любых остановок и случаев отбраковки до критической контрольной точки (ККП), в которой произошло отклонение.
Типичные ошибки при закупке линий для консервирования рыбы с системой HACCP
Опытные закупщики неоднократно сталкиваются с одними и теми же ошибками в коммерческих предложениях на линии консервирования рыбы. Вот на что стоит обратить внимание:
- согласие на «стандартную линию морепродуктов» без уточнения целевой группы продукции
- отсутствие проверки совместимости оборудования с инженерными системами и пароснабжением предприятия
- игнорирование необходимости обустройства отдельной чистой зоны после закаточной машины
- выбор оборудования исключительно по максимальной производительности без учёта сбалансированности потока на линии
Наибольшую ценность представляет инженерная оценка, которая рассматривает поведение линии на второй день производства, а не только в момент пуско-наладки.
Как повысить надёжность линии с помощью системы HACCP
Практический план ХАССП для рыбоконсервной линии выполняет три задачи:
- определяет реальные риски на каждом этапе технологического процесса
- возлагает функции измерения и контроля на поставщика оборудования или оператора линии
- устанавливает четкие правила эскалации при выявлении отклонений
Например, закаточная машина является критической контрольной точкой (ККТ) с установленной периодичностью проверки высоты и герметичности шва. Для автоклава необходима документированная калибровка температурных датчиков и четко заданный допустимый диапазон температур для каждого цикла.
Именно эти меры контроля отличают линию, лишь формально отвечающую требованиям регламентов, от линии с гарантированно стабильной работой.
Практический чек-лист ХАССП для инженеров рыбоконсервной отрасли
Используйте данный чек-лист при анализе планировки производственной линии и оценке поставщиков оборудования:
- Предусматривает ли планировка раздельное перемещение необработанного сырья и готовой продукции в банках?
- Предусмотрены ли зона промывки и система CIP-очистки для наполнителя и линии подачи в реторту?
- Определены ли критические контрольные точки (ККТ) для свободного объёма в головной части, герметичности шва и температурного профиля стерилизации?
- Доступны ли критические контактные поверхности для осмотра и очистки без проведения капитальной разборки оборудования?
- Соответствует ли производительность линии мощности реторты, а не только скорости закаточного станка?
- Содержит ли предложение документацию по валидации технологического процесса для данного формата банки?
Данные пункты позволяют перейти от теоретических знаний к практическому принятию решений на основе чек-листов.
Почему сбалансированность линии важнее максимальной скорости работы
Производительность рыбоконсервной линии ограничена скоростью самого медленного контрольного узла. Если реторта, закаточная или дозирующая машина работают несинхронно, линия простаивает чаще, чем работает.
Именно поэтому инженерная группа, владеющая принципами HACCP, оценивает предложения поставщиков не только по заявленной производительности в банках/час, но и по длительности цикла и пропускной способности буферных зон.
Обсуждая линию, запросите схему материальных потоков и проектный объём буферной зоны между закаточным и ретортным участками. Грамотно спроектированная рыбоконсервная линия включает контрольно-измерительный и охладительный буфер перед ретортой — это предотвращает «пробки» в технологическом процессе.
Практические этапы пусконаладки и валидации
Пусконаладка рыбоконсервной линии, соответствующей HACCP, включает холостые прогоны и выпуск пробных партий до первого промышленного запуска. Необходимо отработать цикл реторты на пустых или заполненных водой банках, откалибровать дозатор и закаточную машину, а также пройти весь санитарный регламент «от и до».
Грамотный директор производства также убедится, что в отделе контроля качества корректно выбраны точки отбора проб и что вся документация соответствует плану HACCP для рыбоконсервного производства.
Похожие темы
- Практическое производственное руководство: технологическая схема консервирования рыбы
- Ретортный стерилизатор для рыбных консервов
- Линия по производству консервированного тунца
Призыв к действию
Перед подписанием контракта на рыбоконсервный проект, отвечающий требованиям HACCP, совместно с инженером-специалистом детально изучите предложенную планировку линии, критические контрольные точки и возможность доступа для санитарной обработки. HSYL поможет выявить проектные недостатки, которые могут повлиять на надёжность и пищевую безопасность в долгосрочной перспективе.
Часто задаваемые вопросы
С чего начать внедрение HACCP на рыбоконсервной линии?
Какие этапы технологического процесса, как правило, являются критическими контрольными точками (ККТ) при производстве рыбных консервов?
Каким образом должна быть организована линия производства рыбных консервов для соблюдения принципов системы ХАССП (HACCP)?
Какая документация требуется для валидации (подтверждения эффективности) системы ХАССП (HACCP)?
Почему калибровка и валидация режимов работы автоклава (реторты) являются критически важными при производстве рыбных консервов?
Похожие статьи









Получить профессиональную консультацию
Есть ли у вас вопросы по содержанию данной статьи или вам требуется техническая поддержка? Заполните форму ниже, и наши специалисты предложат вам профессиональные решения.