












Equipment Know-How
Fish Can Seamer Selection Guide: Vacuum Seaming, Can Size and Line Speed
A can seamer is the most technically demanding single machine on any fish cannin...
Read more →End-to-end design, manufacturing, and delivery—empowering you to achieve efficient, compliant, and highly profitable production in any global market.
Evaluating the Vacuum Freeze Dryer Price requires a deep understanding of the energy-intensive sublimation process. At HSYL, our lyophilizers are engineered to stabilize the triple point of water at pressures below 10 Pa (0.1 mbar), ensuring that moisture bypasses the liquid phase entirely. This stable vacuum environment is critical for preserving the heat-sensitive polyphenols in fruits and the biological activity of pharmaceutical extracts. By utilizing a high-performance cold trap reaching -80°C, we maximize vapor capture rates, which directly reduces the total cycle time by 15-20%, offering a superior ROI compared to low-specification units.
To optimize your facility's utility load, we often integrate these systems with specialized quick freezing equipment for the pre-treatment phase. Pre-freezing products down to -40°C before they enter the vacuum chamber ensures the formation of small ice crystals, which facilitates faster sublimation and a cleaner final texture. This holistic approach to the production line ensures that your capital investment is balanced by significantly lower operational costs per kilogram of finished product.
| Machine Specification | Industrial Parameter | Impact on Equipment Price |
|---|---|---|
| Batch Capacity | 10kg to 1000kg per batch | Determines chamber volume and pump displacement |
| Cold Trap Temperature | -50°C to -85°C Custom Options | Drives the cost of the multi-stage refrigeration system |
| Ultimate Vacuum | < 10 Pa (Standardized Empty) | Requires high-precision vacuum seals and valves |
| Heating Method | Conductive Shelf Heating (PLC Controlled) | Uniformity within ±1°C ensures batch consistency |
| Chamber Metallurgy | AISI 304 or 316L Stainless Steel | Meets BRC and FDA sanitation compliance standards |
The biggest operational hurdle in industrial lyophilization is the sheer electricity consumption of the refrigeration and vacuum pumps. Our design mitigates this bottleneck through Compressor Variable Frequency Drives (VFD) and automated vacuum throttling. This allows the system to reduce energy draw once the primary drying phase is complete, preventing unnecessary power consumption. For manufacturers processing high-value items, such as durian, our vacuum freeze dryer systems provide a "Value-to-Performance" ratio that typically results in full equipment payback within 18-24 months of 24/7 operation.
The structural integrity of the vacuum chamber is built with reinforced stainless steel to withstand the immense atmospheric pressure difference. Our Automatic Frequency Tracking system ensures the vacuum pump displacement is perfectly matched to the vapor load, preventing pump "stalling" and catastrophic batch loss during the critical transition between primary and secondary drying.
International certifications including GMP, FDA, CE, and HACCP ensure your products succeed worldwide.
Average payback period of 18 months, 25% lower energy consumption, and 300% higher production capacity.
End-to-end support—from feasibility studies to after-sales maintenance—so you can focus on your core business.
Why choose us? Three core pillars ensure maximum return on your investment.
Fully customized design from the ground up, strictly compliant with the highest global standards (GMP, FDA, CE), ensuring a perfect fit for your unique requirements—ideal for high-standard markets such as Europe and the Middle East.
One-stop service covering feasibility studies, equipment manufacturing, system integration, installation, commissioning, and operator training—simplifying even the most complex projects. Especially suited for fast-growing markets in Southeast Asia.
Our systems feature rapid changeover capabilities and energy-efficient design, enabling you to adapt effortlessly to market shifts while minimizing operational costs and maximizing ROI.
From individual equipment to complete production lines, our products cover every aspect of food processing, ensuring that your turnkey projects have the most reliable technological foundation.
Global certifications including CE, FDA, and GMP
Tailored solutions based on your specific needs
From installation and commissioning to after-sales support
Green manufacturing to reduce operational costs
Covering 12 core industries, each solution has been validated through practical experience and tailored to your specific needs

Professional meat processing equipment solutions. Automated lines for sausage, h...
View
Advanced seafood processing lines for fish, shrimp, and crab. Includes grading, ...
View
Industrial processing lines for tomato paste, chili sauce, and mayonnaise. High-...
View
Industrial fruit and vegetable processing Solutions. Turnkey solutions for washi...
ViewBacked by real-world case studies, showcasing our successful experience across industries and regions.
Latest technological trends and professional insights
A can seamer is the most technically demanding single machine on any fish cannin...
Read more →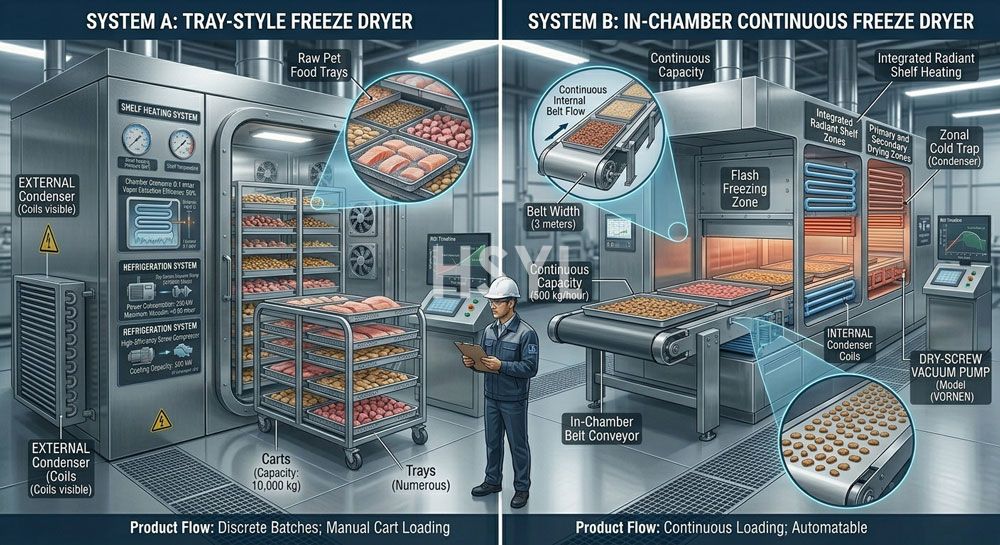
Why a 2026 “Top 10” List Looks Different From 2022Industrial freeze drying stopp...
Read more →
Honest ROI framework for industrial pet food freeze dryers. How plant managers s...
Read more →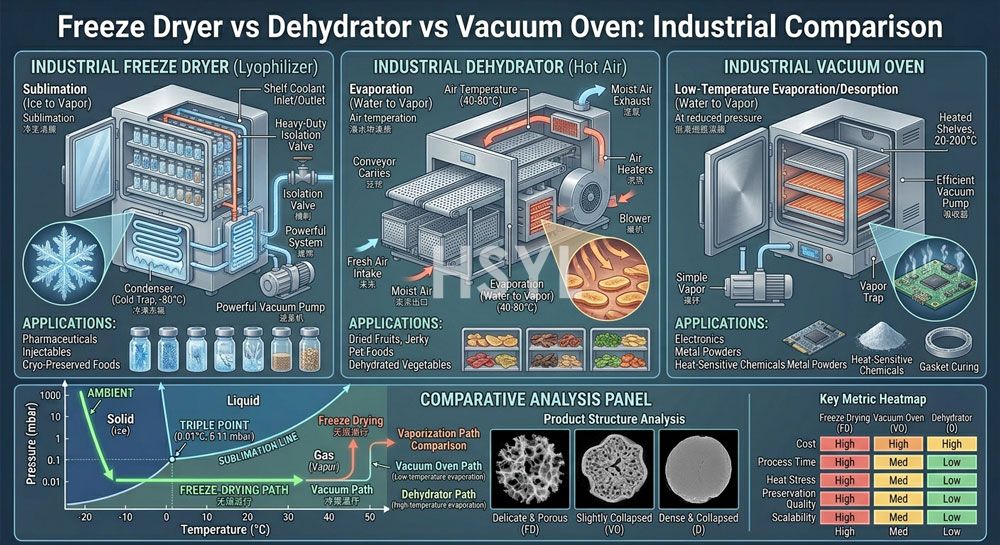
Industrial comparison of freeze dryers, dehydrators, and vacuum ovens. How each ...
Read more →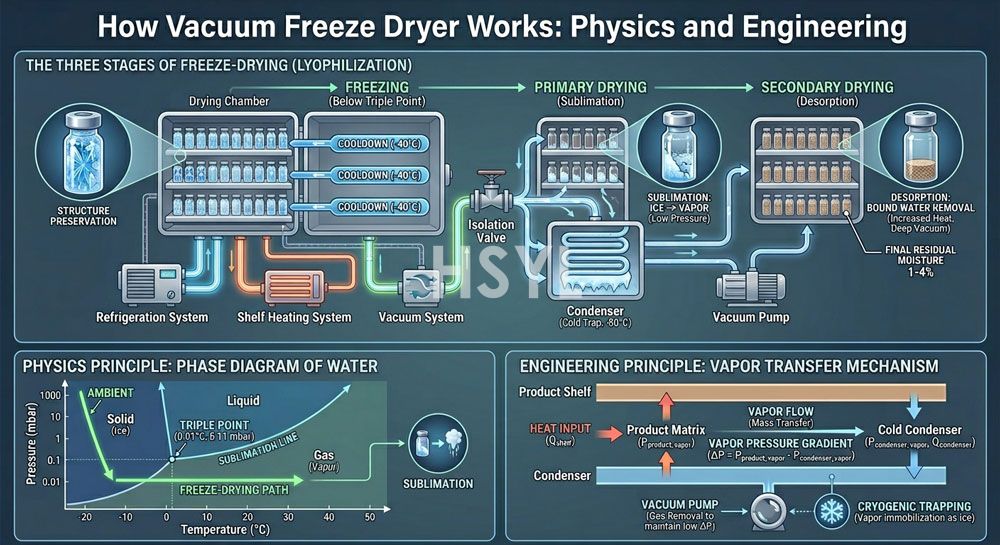
A practical engineering walkthrough of industrial vacuum freeze dryers — sublima...
Read more →
Engineering comparison of vacuum ovens vs. freeze dryers for industrial food pla...
Read more →
Engineering strategies for snack manufacturers to reduce oil absorption and opti...
Read more →
The Engineering Dilemma of Modern Snack ProductionIn my 18 years of commissionin...
Read more →Our professional team will provide you with the optimal food processing equipment solution. Contact us today for a detailed consultation.