








Market & Trends
10 Applications of Ultrasonic Cutting in Food Industry
10 food applications of ultrasonic cutting: cheesecake, frozen meat, salmon, ene...
Read more →End-to-end design, manufacturing, and delivery—empowering you to achieve efficient, compliant, and highly profitable production in any global market.
Sugar adhesion is the primary yield and throughput killer in confectionery portioning. When a conventional stainless blade contacts glucose-heavy nougat at 22°C or a caramel slab at ambient temperature, the surface tension of the inverted sugar matrix causes the product to bond to the blade edge within seconds. Each subsequent cut drags rather than slices, deforming portion geometry, pulling surface coatings, and depositing residue that hardens into abrasive crystalline deposits within minutes. HSYL's automatic ultrasonic candy cutting machines eliminate this failure mechanism at the physics level — a piezoelectric transducer stack drives a titanium alloy blade at 20,000 to 40,000 vibration cycles per second, reducing the effective blade-product friction coefficient from a static µ of 0.45–0.65 down to a measured dynamic µ of 0.04–0.10 on glucose-based substrates.
The engineering challenge in candy portioning is not simply "stickiness" — it is the thermodynamic reality that sucrose and glucose syrups exist in a semi-crystalline, viscoelastic state at typical factory temperatures between 18°C and 28°C. At this state, they flow slowly under compression and bond aggressively to any metallic surface with micron-scale surface roughness. Conventional blades, even when water-misted, accumulate sugar within surface micro-scratches (Ra values of 4–12 µm are typical on production blades after 50 hours of service), and that accumulated sugar acts as both an adhesive and an abrasive, accelerating edge wear and increasing drag forces on subsequent cuts.
For bakery operations integrating this machine downstream of a automated cake production line, the ultrasonic cutter receives product at 6–10°C chilled temperature where cream and ganache layers are at their most structurally stable, and the acoustic cutting mechanism preserves layer definition that conventional wires collapse through compression.
| Parameter | Specification |
|---|---|
| Blade Vibration Frequency | 20 kHz / 28 kHz / 40 kHz (application-matched) |
| Blade Amplitude (Peak-to-Peak) | 60 – 120 µm (digitally adjustable via generator) |
| Acoustic Generator Power | 500 W – 1,500 W per transducer station |
| Servo Positioning Accuracy | ±0.1 mm across full cut width |
| Maximum Cut Frequency | 40 – 120 cuts/min (product-dependent) |
| Conveyor Infeed Width | 300 mm – 1,000 mm (custom configurations available) |
| Product Temperature Range | -5°C to +35°C |
| Blade Contact Material | Ti-6Al-4V titanium alloy or SUS316L (electropolished Ra < 0.4 µm) |
| Control System | Siemens S7 / Mitsubishi PLC, 7–10" HMI, up to 50 stored recipes |
| Hygiene Rating | IP65 enclosures, tool-free blade removal in < 90 seconds, CE certified |
The servo-driven gantry stores individual cutting parameters for each substrate as named PLC recipes, allowing operators to switch between a nougat SKU and a chocolate bar SKU with a single HMI touchscreen selection — no physical blade adjustment or traversal speed recalibration required. For operations requiring fully integrated line solutions, the double-blade ultrasonic cake cutting machine demonstrates HSYL's multi-blade gantry architecture for high-throughput parallel portioning of bakery slabs.
International certifications including GMP, FDA, CE, and HACCP ensure your products succeed worldwide.
Average payback period of 18 months, 25% lower energy consumption, and 300% higher production capacity.
End-to-end support—from feasibility studies to after-sales maintenance—so you can focus on your core business.
Why choose us? Three core pillars ensure maximum return on your investment.
Fully customized design from the ground up, strictly compliant with the highest global standards (GMP, FDA, CE), ensuring a perfect fit for your unique requirements—ideal for high-standard markets such as Europe and the Middle East.
One-stop service covering feasibility studies, equipment manufacturing, system integration, installation, commissioning, and operator training—simplifying even the most complex projects. Especially suited for fast-growing markets in Southeast Asia.
Our systems feature rapid changeover capabilities and energy-efficient design, enabling you to adapt effortlessly to market shifts while minimizing operational costs and maximizing ROI.
From individual equipment to complete production lines, our products cover every aspect of food processing, ensuring that your turnkey projects have the most reliable technological foundation.
Global certifications including CE, FDA, and GMP
Tailored solutions based on your specific needs
From installation and commissioning to after-sales support
Green manufacturing to reduce operational costs
Covering 12 core industries, each solution has been validated through practical experience and tailored to your specific needs

Advanced seafood processing lines for fish, shrimp, and crab. Includes grading, ...
View
Industrial fruit and vegetable processing Solutions. Turnkey solutions for washi...
View
Industrial processing lines for tomato paste, chili sauce, and mayonnaise. High-...
View
Professional meat processing equipment solutions. Automated lines for sausage, h...
ViewBacked by real-world case studies, showcasing our successful experience across industries and regions.
Latest technological trends and professional insights
10 food applications of ultrasonic cutting: cheesecake, frozen meat, salmon, ene...
Read more →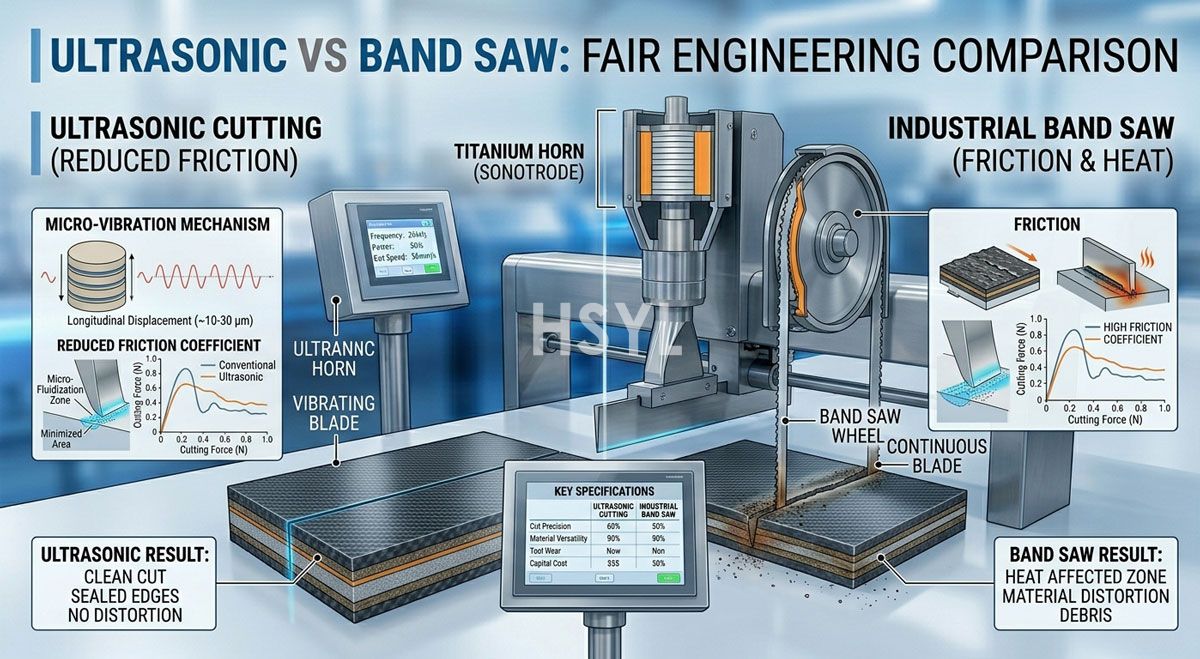
Ultrasonic vs band saw cutting: yield, blade life, capital cost, product quality...
Read more →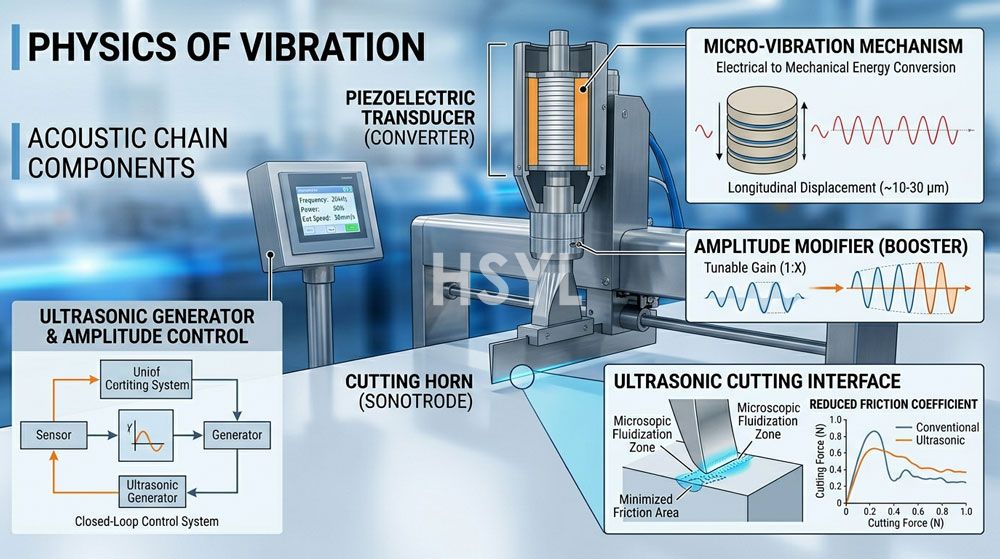
How ultrasonic cutting works: piezoelectric crystals, resonance, blade-edge cavi...
Read more →
The ultrasonic knife cutter is not a single technology. It is a system composed ...
Read more →
Ultrasonic technology operates by vibrating a titanium sonotrode between 20kHz a...
Read more →
Engineer's guide to ultrasonic blade washdown procedures. Analyze sanitation con...
Read more →
Calculate the true ROI of ultrasonic cutting equipment in industrial bakery line...
Read more →
Engineering deep-dive into ultrasonic cutting defects: smearing, tearing, and la...
Read more →Our professional team will provide you with the optimal food processing equipment solution. Contact us today for a detailed consultation.